

1. ņä£ļĪĀ
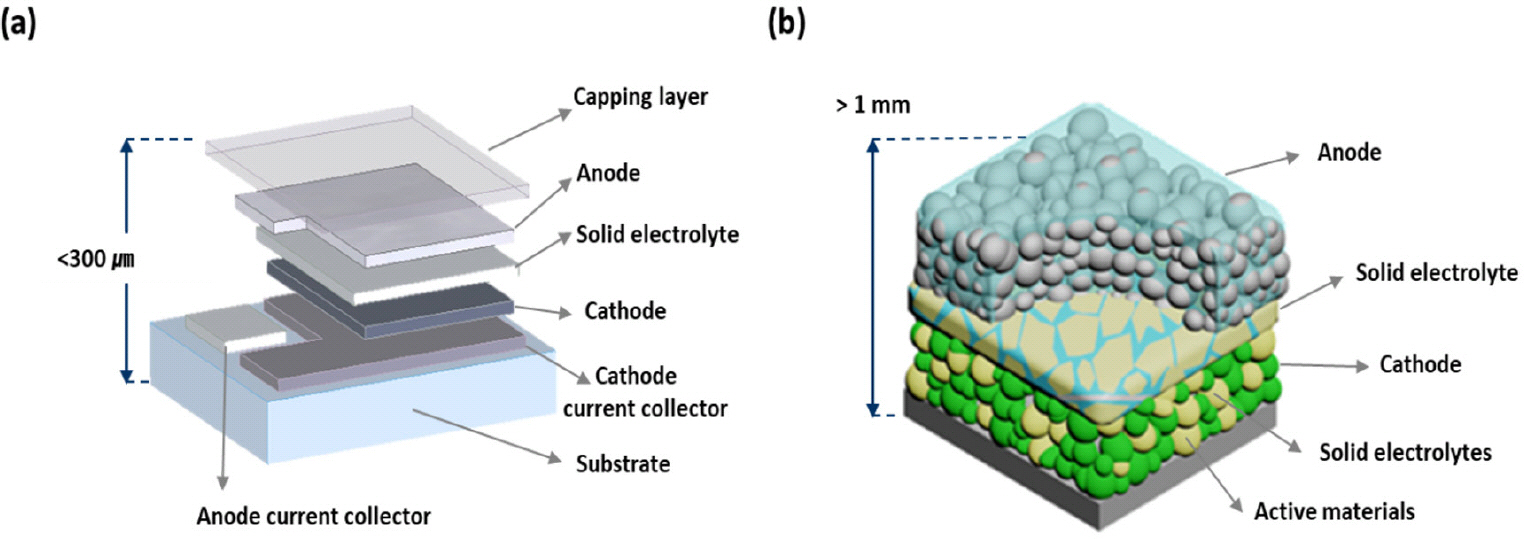
ļ”¼ĒŖ¼ ņØ┤ņś©(Li-ion) ņØ┤ņ░© ņĀäņ¦ĆļŖö ņŚÉļäłņ¦Ć ļ░Å ņĀäļĀź ļ░ĆļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Ē£┤ļīĆņÜ® ĻĖ░ĻĖ░ļéś ņĀäĻĖ░ ņ×ÉļÅÖņ░©ņÖĆ Ļ░ÖņØ┤ Ļ┤æļ▓öņ£äĒĢ£ ļČäņĢ╝ņŚÉņä£ ņŚÉļäłņ¦Ć ņĀĆņן ņŗ£ņŖżĒģ£ņ£╝ļĪ£ ņé¼ņÜ®ļÉśņ¢┤ņÖöļŗż.1ŌĆō2) ĻĘĖļ¤¼ļéś ņĢĪņ▓┤ ņ£ĀĻĖ░ ņĀäĒĢ┤ņ¦łņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö ņĀäĒåĄ ņĀüņØĖ ļ”¼ĒŖ¼ ņØ┤ņś© ņØ┤ņ░© ņĀäņ¦ĆļŖö ļåÆņØĆ ņŚÉļäłņ¦Ć ļ░ĆļÅäņÖĆ ņĢłņĀĢņä▒, ļ╣ĀļźĖ ņČ®┬Ęļ░®ņĀä ņåŹļÅä ļ░Å ņĀĆļĀ┤ĒĢ£ ļ╣äņÜ®ņØä ņÜöĻĄ¼ĒĢśļŖö ņ×ÉļÅÖņ░© ņé░ņŚģņØś ņÜöĻĄ¼ļź╝ ņČ®ņĪ▒ņŗ£ĒéżļŖöļŹ░ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż. ĒŖ╣Ē׳, ņØ┤ļ¤░ ļ”¼ĒŖ¼ ņØ┤ņś© ņØ┤ņ░© ņĀäņ¦ĆņŚÉ ņé¼ņÜ® ļÉśļŖö ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ļåÆņØĆ Ē£śļ░£ņä▒ ļ░Å Ļ░ĆņŚ░ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņŚ┤ņŚÉ ņØśĒĢ£ ĒÅŁļ░£ņŚÉ ļö░ļźĖ ņ£äĒŚśņä▒ņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż.3) ļö░ļØ╝ņä£, ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö ĻĖ░ņĪ┤ņØś ļ”¼ĒŖ¼ ņØ┤ņś© ņØ┤ņ░© ņĀäņ¦ĆņØś ļ¼ĖņĀ£ņĀÉņØä ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ņä£ Ēśäņ×¼ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ē ņżæņŚÉ ņ׳ļŗż.4) ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł(solid electrolytes)ņØĆ ļ”¼ĒŖ¼ ņØ┤ņś© ņØ┤ņ░© ņĀäņ¦ĆņŚÉ ņé¼ņÜ®ļÉśļŖö ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦łņØä ļīĆņ▓┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņé¼ņÜ®ļÉśļŖö ĒĢĄņŗ¼ ĻĄ¼ņä▒ ņÜöņåīņØ┤ļŗż.5) ņØ╝ļ░śņĀüņ£╝ļĪ£, ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö ļæÉĻ░Ćņ¦Ć ņ£ĀĒśĢņØĖ ļ░Ģļ¦ēĒśĢĻ│╝ ļ▓īĒü¼ĒśĢņØ┤ ņ׳ļŗż. (Fig. 1) ļ░Ģļ¦ēĒśĢ ņĀäĻ│Āņāü ņĀäņ¦Ć Ļ░ÖņØĆ Ļ▓ĮņÜ░ļŖö ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦łņØä ļ░Ģļ¦ē ĒöäļĪ£ņäĖņŖż(PVD, CVD, and Thermal Evaporation)ļź╝ ĒåĄĒĢ┤ ļŗżņĖĄĒśĢ ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦ł ņłś ņ׳ņ¢┤ ņĀäņ¦Ć Ēī©Ēéżņ¦ĆņØś ļ¼┤Ļ▓īņÖĆ ļČĆĒö╝ļź╝ ņżäņØ┤Ļ│Ā, ņĀäņ¦ĆņØś ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ ļåÆņØ╝ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗż.6) ĻĘĖļ¤¼ļéś ņØ┤ļ¤░ ļ░Ģļ¦ēĒśĢ ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦ĆļŖö ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö ņĀäĻĘ╣ ļæÉĻ╗śĻ░Ć ņ¢ćņĢä ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņÜ®ļ¤ēņØ┤ ļé«ņØĆ ļ¼ĖņĀ£ņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ļ¤░ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņĀäĻĘ╣ņØś ļæÉĻ╗śļéś ļ®┤ņĀüņØä ņ”ØĻ░Ćņŗ£ņ╝£ņĢ╝ ĒĢśļéś ļ░Ģļ¦ē ĒöäļĪ£ņäĖņŖżņØś ĒĢ£Ļ│ä ļ░Å ņĀäĻĘ╣ ļé┤ņŚÉņä£ ņØ┤ņś©Ļ│╝ ņĀäĻĖ░ ņĀäļÅäļÅäņØś ļ¼ĖņĀ£ļĪ£ Ēśäņ×¼ ņŚ░ĻĄ¼ Ļ░£ļ░£ņØĆ ļ░Ģļ¦ēĒśĢ ļ│┤ļŗż ņĀ£ņĪ░Ļ░Ć ņēĮĻ│Ā ņĀäĻĘ╣ Ļ┤ĆļĀ© ĻĖ░ņ┤łņŚ░ĻĄ¼ņŚÉ ņĀüĒĢ®ĒĢ£ ļ▓īĒü¼ĒśĢ ņĀäĻ│Āņāü ņĀäņ¦Ć ņŚ░ĻĄ¼ņŚÉ ļ¦ÄņØĆ ņ┤łņĀÉņØä ļ¦×ņČöĻ│Ā ņ׳ļŗż.7ŌĆō8)
ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ (composite-electrodes)ņŚÉņä£ ņØ┤ņś© ņĀäļÅäņ▓┤ņÖĆ ļæÉ ņĀäĻĘ╣ņØä ļČäļ”¼ĒĢśļŖö ņżæņÜöĒĢ£ ņŚŁĒĢĀņØä ĒĢ£ļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņé¼ņÜ®ņØĆ ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦łļĪ£ ņØĖĒĢ£ ņ£äĒŚśņØä ņĀ£Ļ▒░ĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ Li ĻĖłņåŹņØä ņĀäņ¦Ć ņŗ£ņŖżĒģ£ņŚÉņä£ ņĀäĻĘ╣ņ£╝ļĪ£ ņ▒äĒāØĒĢĀ ņłś ņ׳ņ¢┤ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ļČĆĒö╝ ļ░Å ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ļŗż.9) ļśÉĒĢ£, ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ļŖö ņ£ĀĻĖ░ ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦ł, ņĀäĒĢ┤ņ¦ł ņŚ╝, ļČäļ”¼ļ¦ē ļ░Å ļ░öņØĖļŹöļź╝ ĒĢäņÜöļĪ£ ĒĢśņ¦Ć ņĢŖņĢä ņĀ£ņĪ░ Ļ│ĄņĀĢņØä Ļ░äņåīĒÖöĒĢśĻ│Ā ļ╣äņÜ®ņØä ņżäņØ╝ ņłś ņ׳ļŖö ņןņĀÉņØä Ļ░Ćņ¦Ć Ļ│Ā ņ׳ļŗż.
ĻĘĖļ¤¼ļéś ļ▓īĒü¼ĒśĢ ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö ņĀäĻĘ╣Ļ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĖ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ļé┤ļČĆ ņĀĆĒĢŁ ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņä▒ļŖźņØ┤ ņĀĆĒĢś ņØ┤ļź╝ Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ Ļ░Ćņן ņżæņÜöĒĢ£ ņÜöņåīļŖö Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņä▒ņØä ĒÖĢļ│┤ĒĢśļŖö Ļ▓āņØ┤ļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ ņĀäĻĖ░ĒÖöĒĢÖ ļ░śņØæņŚÉ ļīĆĒĢ£ ņåŹļÅäņŚÉ ņĀ£ĒĢ£ņØä ņżä ņłś ņ׳ļŖö ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦łņŚÉņä£ ļæÉ Ļ░Ćņ¦Ć ņ£ĀĒśĢņØś Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż.10) ņ▓½ ļ▓łņ¦ĖļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ Ļ▓░ņĀĢļ”Į(grain-grain)Ļ│äļ®┤ņØ┤ļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ▓īĒü¼Ļ░Ć Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅä ļ░Å Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ▓░ņĀĢ ņ×ģĻ│ä(grain boundary)ņŚÉņä£ ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņŚ┤ņĢģĒĢ£ Ļ▓░ņĀĢļ”Į Ļ│äļ®┤ņŚÉņä£ ļåÆņØĆ Ļ│äļ®┤ ņĀĆĒĢŁ(interfacial resistance)ņØĆ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ņĀĆĒĢśņŗ£ĒéżļŖö ņŻ╝ļÉ£ ņøÉņØĖņØ┤ ļÉ£ļŗż.11) ļæÉ ļ▓łņ¦ĖļŖö ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł ļśÉļŖö ļÅäņĀäņĀ£ (carbon additives) ņé¼ņØ┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņØ┤ļŗż. ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ ņŻ╝ļÉ£ ļ¼ĖņĀ£ņĀÉņØĆ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņĀäĻĘ╣ ņé¼ņØ┤ņØś ņ×æņØĆ ņĀæņ┤ē ņśüņŚŁ ļ░Å ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ Ēāäņåī ņ▓©Ļ░ĆņĀ£ņÖĆ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł Ļ░äņØś ņĀæņ┤ē ņĀĆĒĢśņØ┤ļŗż. ņØ┤ļ¤░ Ļ│äļ®┤ņŚÉņä£ ņåīņ×¼ Ļ░ä ņĀæņ┤ē ņĀĆĒĢśļŖö ļåÆņØĆ ņĀäĒĢś ņĀäļŗ¼ ņĀĆĒĢŁ(charge transfer resistance)ņØä ņ┤łļל ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ĒÜ©ņ£© ļ░Å ņé¼ņØ┤Ēü┤ ņĢłņĀĢņä▒ņØä ņĀĆĒĢśņŗ£Ēé¼ ņłś ņ׳ļŗż.11) ļśÉĒĢ£, ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ Ēāäņåī ļ│ĄĒĢ®ņ▓┤ļŖö ņĀäĻĘ╣ ļé┤ņŚÉņä£ Li ņØ┤ņś©Ļ│╝ ņĀäņ×ÉņØś ĒÖĢņé░ Ļ▓ĮļĪ£ ņŚŁĒĢĀņØä ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ░ņłśĒĢ£ ņĀäĻĘ╣-ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņØĆ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ļé┤ņŚÉ ĒÜ©ņ£©ņĀüņØĖ ņĀäĻĖ░ĒÖöĒĢÖ ļ░śņØæņØä ņ£äĒĢ┤ ļ╣ĀļźĖ Li ņØ┤ņś© ļ░Å ņĀäņ×É ņĀäļÅäļÅäļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ ļŗż. ļö░ļØ╝ņä£, ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö Ļ│äļ®┤ ņĀĆĒĢŁņØä ņżäņØ┤Ļ│Ā, Ļ│Ā ņŚÉļäłņ¦Ć ļ░Å ņĀäļĀź ļ░ĆļÅäļź╝ ļŗ¼ņä▒ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ░ņłśĒĢ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ Ļ▓░ņĀĢ ņ×ģĻ│äņÖĆ ņĀäĻĘ╣Ļ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ņÜ░ņłśĒĢ£ ņĢłņĀĢņä▒ņØä ĒÖĢļ│┤ĒĢśļŖö Ļ▓āņØ┤ļŗż.
Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ ņĢłņĀĢņä▒ņØĆ ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦łņØś ņåīĻ▓░ (sintering) ĻĖ░ņłĀņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉ£ļŗż. ņĀĆņś© ļ░Å Ļ│Āņś© ņĢĢņČĢ Ļ│ĄņĀĢ(cold-and hot-press)Ļ│╝ Ļ░ÖņØĆ Ļ│ĄņĀĢ ĻĖ░ņłĀņØ┤ ņĀäĻ│Āņāü ņĀäņ¦ĆņØś ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ļ░Å Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņĪ░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņé¼ņÜ®ļÉśņŚłņ¦Ćļ¦ī, ņĀäĻĘ╣ ļ░Å ņĀäĒĢ┤ņ¦łņŚÉņä£ Ļ│Āļ░ĆļÅä ļ░Å ņĢłņĀĢĒÖöļÉ£ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņØä ĒÖĢļ│┤ĒĢśļŖöļŹ░ ĒĢ£Ļ│äĻ░Ć ņ׳ņŚłļŗż.12) ļö░ļØ╝ņä£, ņĄ£ĻĘ╝ Ļ│Āļ░ĆļÅä ļ░Å ņÜ░ņłśĒĢ£ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ņĢłņĀäņä▒ņØä Ļ░¢ļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļź╝ ņĀ£ņĪ░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņŖżĒīīĒü¼ ĒöīļØ╝ņŖżļ¦ł ņåīĻ▓░(Spark Plasma Sintering (SPS))ņØ┤ ņāłļĪ£ņÜ┤ ņåīĻ▓░ ĻĖ░ņłĀļĪ£ ļ¦ÄņØĆ Ļ┤Ćņŗ¼ņØä ļ░øĻ│Ā ņ׳ļŗż.13ŌĆō15)
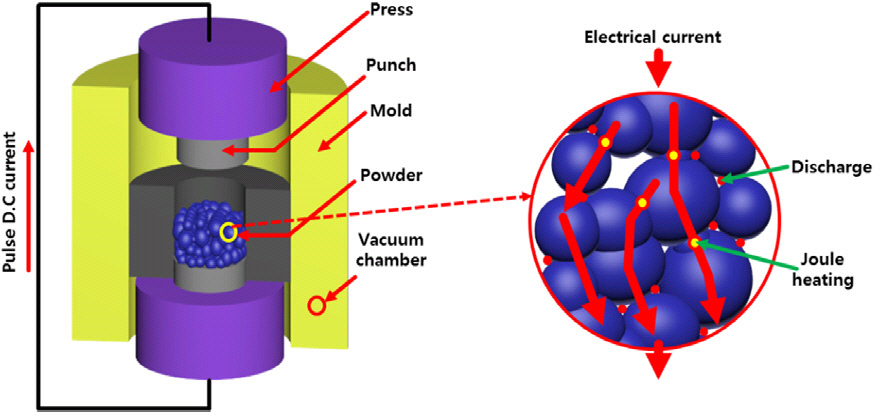
SPS Ļ│ĄņĀĢņØĆ ļé«ņØĆ ļīĆĻĖ░ņĢĢņŚÉņä£ ĒÄäņŖżļÉ£ ņ¦üļźśļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ│Āņś© ņĢĢņČĢ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ļČäļ¦ÉņØä ņŗĀņåŹĒĢśĻ▓ī ņåīĻ▓░ĒĢśļŖö Ļ│ĄņĀĢņ£╝ļĪ£ ņĀäĒśĢņĀüņØĖ SPS Ļ│ĄņĀĢņØĆ ņ×ģņ×Éļź╝ ĒåĄĻ│╝ĒĢśļŖö ĒÄäņŖż ņĀäļźśņŚÉ ņØśĒĢ┤ ļČäļ¦É ņ×ģņ×É Ļ░ä ņĀæņ┤ēņĀÉņŚÉņä£ ļ░®ņĀä ĒöīļØ╝ņ”łļ¦łļź╝ ĒśĢņä▒ĒĢśĻ│Ā ņżäņŚ┤(Joule heating)ņØä ĒåĄĒĢ┤ Ļ░ĆņŚ┤ĒĢśņŚ¼ ņåīĻ▓░ņØä ņ¦äĒ¢ēĒĢśļ®░, ņĀäļźś, ņĢĢļĀź ļ░Å ļåÆņØĆ Ļ░ĆņŚ┤ ņåŹļÅäņØś ņĪ░ĒĢ®ņØä ņØ┤ņÜ® ļČäļ¦É ņ×ģņ×É ņé¼ņØ┤ņØś ņ╣śļ░ĆĒĢ£ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņØä ĒśĢņä▒ĒĢĀ ņłś ņ׳ļŗż. (Fig. 2) ļśÉĒĢ£, ļČäļ¦É ņ×ģņ×É ņé¼ņØ┤ņØś ņĀæņ┤ēņĀÉņŚÉņä£ ļ░£ņāØļÉśļŖö ĻĄŁļČĆņĀüņØĖ Ļ│Āņś©ņØĆ ļČäļ¦É ņ×ģņ×ÉņāüņØś ĒØĪņ░®ņä▒ ĻĖ░ņ▓┤ ļ░Å ļČłņł£ļ¼╝ņØä ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļ¤░ SPS Ļ│ĄņĀĢņŚÉņä£ ĒÄäņŖżļÉ£ ņ¦üļźś ņé¼ņÜ®ņŚÉ ļö░ļźĖ Ļ│Āņś©Ļ│╝ ĒĢ©Ļ╗ś Ļ│ĀļČĆĒĢś ņĢĢļĀźņØĆ ņØ╝ļ░śņĀüņØĖ ņåīĻ▓░ ļ│┤ļŗż ņåīĻ▓░ ņåŹļÅäĻ░Ć ļ╣ĀļźĖ ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļĀćĻ▓ī ļ╣ĀļźĖ ņåīĻ▓░ ņåŹļÅäļŖö ĒÖĢņé░ ļ®öņ╗żļŗłņ”śņØä ņ┤ēņ¦äĒĢśļŖö ņ×ģņ×É ņä▒ņןņØä ĒåĄĒĢ┤ ļČäļ¦ÉņØś ņ╣śļ░ĆĒÖöļź╝ Ē¢źņāüņŗ£Ēé¼ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ĻĖ░ņĪ┤ņŚÉ ņåīĻ▓░Ļ│ĄņĀĢņŚÉņä£ ĒåĄ ņāüņĀüņ£╝ļĪ£ ņØ╝ņ¢┤ļéśļŖö Ļ▓░ņĀĢņ×ģ ņĪ░ļīĆĒÖö(grain coarsening)ļź╝ ļ░®ņ¦ĆĒĢśņŚ¼ ļČäļ¦ÉņØś Ļ│Āņ£Ā ĒŖ╣ņä▒ņØä ņ£Āņ¦ĆĒĢśĻ│Ā Ļ│Āļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö ņåīņ×¼ļź╝ ņĀ£ņ×æĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£, SPSņŚÉ ņØśĒĢ£ ņåīĻ▓░ņØĆ ņāüļŗ╣Ē׳ ņ¦¦ņØĆ ņ£Āņ¦Ć ņŗ£Ļ░ä(ļ│┤ĒåĄ 2ŌĆō10 min)ņ£╝ļĪ£ ņĀäļÅäņä▒ ļ¼╝ņ¦łņŚÉ ļīĆĒĢ£ ņØ┤ļĪĀņĀü ļ░ĆļÅäņŚÉ Ļ▒░ņØś ļÅäļŗ¼ĒĢĀ ņłś ņ׳ļŗż. 16) ņØ┤ļ¤░ SPSņØś ņןņĀÉņØĆ ņĀäĒĢ┤ņ¦ł ļ░Å ņĀäĻĘ╣ņŚÉņä£ ņøÉĒĢśĻ│Āņ×É ĒĢśļŖö Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņä▒ ĒÖĢļ│┤ņÖĆ ņåīņ×¼ņØś ņåīĻ▓░ ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ņ¢┤ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņĀäļ░śņĀüņØĖ ņä▒ļŖźņØä ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ļŖö ļ¦żņÜ░ ņ£Āļ¦ØĒĢ£ ĻĖ░ņłĀ ņżæņŚÉ ĒĢśļéśņØ┤ļŗż. ļö░ļØ╝ņä£, ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ņĀ£ņĪ░ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀ£ņĪ░ļź╝ ņ£äĒĢ£ SPS ņĀüņÜ®ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ņÖĆ, ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀ£ņĪ░ļź╝ ņ£äĒĢ£ SPS ņĀüņÜ®Ļ│╝ Ļ┤ĆļĀ©ļÉ£ Ē¢źĒøä Ļ░ĆļŖźņä▒Ļ│╝ ļ│┤ņÖäĒĢ┤ņĢ╝ĒĢĀ ļé┤ņÜ®ņŚÉ ļīĆĒĢ┤ ņåīĻ░£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ļ│ĖļĪĀ
2.1 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņ£äĒĢ£ SPS
ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņżæņÜöĒĢ£ ņåīņ×¼ ņżæņŚÉ ĒĢśļéśņØ┤ļ®░, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀüņÜ®ņØä ņ£äĒĢ┤ņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ĒŖ╣ņä▒ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņĪ░Ļ▒┤ņØä ņČ®ņĪ▒ĒĢ┤ņĢ╝ ĒĢ£ļŗż.17)
(1) ņāüņś©ņŚÉņä£ 10ŌłÆ4 S cmŌłÆ1 ļ│┤ļŗż ļåÆņØĆ ņØ┤ņś© ņĀäļÅäļÅä
(2) ļ”¼ĒŖ¼ ĻĖłņåŹĻ│╝ ņé░ĒÖö/ĒÖśņøÉ ļ░śņØæņŚÉ ļö░ļźĖ ņĢłņĀĢņä▒
(3) ļåÆņØĆ ņåīĻ▓░ ĒŖ╣ņä▒
(4) ņĀäĻĘ╣Ļ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ ļé«ņØĆ ņĀæņ┤ē ņĀĆĒĢŁ
(5) ļåÆņØĆ ņåīĻ▓░ ņś©ļÅäņŚÉ ļö░ļźĖ ĻĄ¼ņĪ░ņĀü ņĢłņĀĢņä▒
(6) ļåÆņØĆ ĻĖ░Ļ│äņĀü Ļ░ĢļÅä
ņĄ£ĻĘ╝ ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀüņÜ®ņØä ņ£äĒĢ£ Garnet, NASiCON, Perovskite ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņĪ░ļÉśņ¢┤ Ļ│ĄņĀĢ ļÅÖņĢłņŚÉ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö Ļ▓░ņĀĢļ”ĮĻ│╝ Ļ▓░ņĀĢļ”ĮĻ│äņØś ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ņŚłļŗż.
Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ Li5 La3 M2 O12 (M=Nb, Ta, Bi) ĒÖöĒĢÖņĀü ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦Ćļ®░, ļ”¼ĒŖ¼ ĻĖłņåŹņŚÉ ļīĆĒĢ£ ĒÖöĒĢÖņĀü ļ░Å ņŚ┤ņĀü ņĢłņĀäņä▒Ļ│╝ ĒÖśĻ▓Į ņ╣£ĒÖöņä▒ ļō▒ņØś ņÜ░ņłśĒĢ£ ĒŖ╣ņä▒ņ£╝ļĪ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłļŗż.18) ĻĘĖļ¤¼ļéś Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ĻĖ░ņĪ┤ņØś Ļ│Āņāü ĒĢ®ņä▒ļ▓ĢņØä ĒåĄĒĢ┤ ņøÉĒĢśĻ│Āņ×É ĒĢśļŖö cubic ņāüņØä Ļ░Ćņ¦ĆļŖö Li7 La3 Zr2 O12 (LLZO)ņØä ĒĢ®ņä▒ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļåÆņØĆ ņåīĻ▓░ ņś©ļÅä (> 1230 ┬░C) ļ░Å ĻĖ┤ ņåīĻ▓░ ņŗ£Ļ░ä (> 30ŌĆō40 h)ņØä ĒĢäņÜöļĪ£ ĒĢ£ļŗż. ņØ┤ļ¤░ cubic ņāüļź╝ Ļ░Ćņ¦ĆļŖö Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ tetragonal ņāüņØä Ļ░Ćņ¦ĆļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł(10ŌłÆ6 S cmŌłÆ1) ļ│┤ļŗż ņāüņś©ņŚÉņä£ ļåÆņØĆ 10ŌłÆ3 S cmŌłÆ1ņØś ļ▓īĒü¼ ņØ┤ņś© ņĀäļÅäļÅäļź╝ Ļ░Ćņ¦äļŗż. ĻĘĖļ¤¼ļéś ļåÆņØĆ ņś©ļÅä ļ░Å ĻĖ┤ ņŗ£Ļ░äņØä ĒĢäņÜöļĪ£ ĒĢśļŖö ĻĖ░ņĪ┤ņØś ĒĢ®ņä▒ļ▓ĢņØĆ LLZO ĻĄ¼ņĪ░ņŚÉņä£ LiņØ┤ ļ╣ĀņĀĖļéśņśżĻ▒░ļéś ņ”Øļ░£ļĪ£ ņØĖĒĢ┤ ņøÉĒĢśņ¦Ć ņĢŖņØĆ La2 Zr2 O7ņØś ļČłņł£ļ¼╝ ņāüņØä ĒśĢņä▒ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ņĀĆĒĢśņŗ£Ēé©ļŗż. ļśÉĒĢ£, ĻĖ░ņĪ┤ņØś ļ░®ļ▓Ģņ£╝ļĪ£ ņåīĻ▓░ļÉ£ LLZO Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļé«ņØĆ ļ░ĆļÅäņŚÉ ļö░ļźĖ Ļ│äļ®┤ ņĀĆĒĢŁņØś ņ”ØĻ░ĆļĪ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć ļé«ņĢäņ¦äļŗż. ņØ┤ļ¤░ ņĖĪļ®┤ņŚÉņä£ SPS Ļ│ĄņĀĢņØĆ ļé«ņØĆ ņåīĻ▓░ ņś©ļÅä ļ░Å ņ¦¦ņØĆ ņåīĻ▓░ ņŗ£Ļ░äņØä ņĀ£Ļ│ĄĒĢśņŚ¼ ļ░öļ×īņ¦üĒĢ£ ĻĄ¼ņĪ░ ĒśĢņä▒ņØä ņ£äĒĢ┤ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä ņēĮĻ▓ī ņĀ£ņ¢┤ĒĢśĻ│Ā, ņØ┤ļĪĀ ļ░ĆļÅäņŚÉ ĻĘ╝ņĀæĒĢ£ ļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ĒĢ®ņä▒ĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ĻĖ░ņĪ┤ņØś ĒĢ®ņä▒ Ļ│ĄņĀĢ ļ│┤ļŗż Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ĒĢ®ņä▒ĒĢśļŖöļŹ░ ņĀüĒĢ®ĒĢ£ Ļ│ĄņĀĢņ£╝ļĪ£ ļ¦ÄņØĆ Ļ┤Ćņŗ¼ņØä ļ░øĻ│Ā ņ׳ļŗż.
ĻĘĖņŚÉ ļö░ļØ╝, Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ĒĢ®ņä▒ĒĢśļŖöļŹ░ SPS Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢ£ ņŚ░ĻĄ¼ļōżņØ┤ Ēśäņ×¼ ļ¦ÄņØ┤ ņ¦äĒ¢ē ņżæņŚÉ ņ׳ļŗż. 2014ļģäļÅäņŚÉ Zhang ĻĘĖļŻ╣ņŚÉņä£ļŖö AlņØ┤ ņ╣śĒÖśļÉ£ cubic ņāüņØä Ļ░Ćņ¦ĆļŖö LLZOļź╝ SPSļź╝ ĒåĄĒĢ┤ 1150 ┬░C ņåīĻ▓░ ņś©ļÅäņŚÉņä£ 10ļČä ņØ┤ļé┤ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. ņØ┤ļĀćĻ▓ī ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ 99.8% ļåÆņØĆ ņāüļīĆļ░ĆļÅäņÖĆ ņāüņś©ņŚÉņä£ 5.7 ├Ś 10ŌłÆ4 S cmŌłÆ1ņØś ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłļŗż.19) ņØ┤ ņŚ░ĻĄ¼ļŖö ĻĖ░ņĪ┤ ņŚ░ĻĄ¼ņŚÉņä£ cubic ņāüņØä Ļ░Ćņ¦ĆļŖö LLZOļź╝ ĒĢ®ņä▒ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ĒĢäņÜöļĪ£ ĒĢśļŖö ņś©ļÅäĻ░Ć ĻĖ░ņĪ┤ņØś Ļ│Āņāü ļ░śņØæ ĒĢ®ņä▒(1250 ┬░C) ļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ Ļ▓āņØä ļ│┤ņŚ¼ņŻ╝ņŚłņ£╝ļ®░, ņ£ä ņŚ░ĻĄ¼ņŚÉņä£ ļŹö ņżæņÜöĒĢ£ ņé¼ĒĢŁņØĆ ņ¦¦ņØĆ ņåīĻ▓░ ņŗ£Ļ░äņ£╝ļĪ£ ņØĖĒĢ┤ LiņØś ņ”Øļ░£ņØä ļ¦ēņĢä ĒĢ®ņä▒ ņŗ£ ņČöĻ░ĆņĀüņØĖ Li resourceņØś ņČöĻ░ĆĻ░Ć ĒĢäņÜöĒĢśņ¦Ć ņĢŖļŖö ļŗżļŖö Ļ▓āņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż. ļŗżļźĖ ņŚ░ĻĄ¼ļĪ£ ļČäļ¼┤ ņŖżĒöäļĀłņØ┤ ņŚ┤ļČäĒĢ┤ ļ▓Ģ (nebulized spray pyrolysis)ņØä Ļ░Ćņ¦ĆĻ│Ā ĒĢ®ņä▒ļÉ£ 0.3Ōł╝5 ╬╝mņØś Ēü¼ĻĖ░ļź╝ Ļ░Ćņ¦ĆļŖö Li7-3x La3 Zr2 Al z O12 (x= 0.15, 0.17, 0.20) ļČäļ¦ÉņØä ĒĢ®ņä▒ Ēøä 950 ┬░C ņŚÉņä£ 10ļČä ļÅÖņĢł SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņ×æĒ¢łļŗż.20) XRDļź╝ ņØ┤ņÜ® ĻĄ¼ņĪ░ ļČäņäØ Ļ▓░Ļ│╝, AlņØ┤ ļÅäĒĢæ ņä▒ļČäņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ņåīĻ▓░ļÉ£ ļ¬©ļōĀ ņŗ£ļŻīņŚÉņä£ La2 ZrO7Ļ│╝ tetragonal ņāü LLZOņØä ĒĢ©ņ£ĀĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö Zhang ĻĘĖļŻ╣ņØś ņŚ░ĻĄ¼ņŚÉņä£ ļ╣äņŖĘĒĢ£ ņś©ļÅä(900ŌĆō1000 ┬░C)ņŚÉņä£ ņåīĻ▓░ļÉ£ AlņØ┤ ņ╣śĒÖśļÉ£ LLZOņŚÉņä£ ļæÉĻ░£ņØś ļČłņł£ļ¼╝ ņāüņØ┤ ļ░£Ļ▓¼ļÉśņ¢┤ ļ╣äņŖĘĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆņ£╝ļ®░, ņåīĻ▓░ ņś©ļÅäņŚÉ ļö░ļØ╝ La2 ZrO7Ļ│╝ tetragonal ņāüņØä Ļ░Ćņ¦ĆļŖö LLZOĻ░Ć ņāØņä▒ļÉśļŖö ļåÆņØĆ ļ»╝Ļ░ÉĒĢ©ņØä ļéśĒāĆļāłļŗż. ĻĘĖļ¤¼ļéś ņØ┤Ļ▓░Ļ│╝ļŖö ļæÉĻ░£ņØś ļČłņł£ļ¼╝ ņāü ĒśĢņä▒ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņāüņś©ņŚÉņä£ ļåÆņØĆ ņØ┤ņś© ņĀäļÅäļÅäņØĖ 3 ├Ś 10ŌłÆ4 S cmŌłÆ1 ļ░Å 0.38 eVņØś ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ćļź╝ ļéśĒāĆļāłņ£╝ļ®░, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļŖö cubic ņāüņØä Ļ░Ćņ¦ĆļŖö LLZOņØś ņØ┤ņś© ņĀäļÅäļÅäņÖĆ ļ╣äņŖĘĒĢ£ Ļ░ÆņØĆ ļéśĒāĆļāłļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö tetragonal ņāüņØä Ļ░Ćņ¦ĆļŖö LLZOļŖö SPS Ļ│ĄņĀĢ ļÅÖņĢł ļ»ĖņäĖ ļ│ĆĒśĢņØś ļÅäņ×ģņŚÉ ņØśĒĢ┤ ņĢ╝ĻĖ░ļÉśņŚłņØä Ļ▓āņØ┤ļØ╝ ņśłņāüĒ¢łņ£╝ļ®░, tetragonal ņāüņØä Ļ░Ćņ¦ĆļŖö LLZO ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ Li ņØ┤ņś© ņĀäļÅäļÅäņŚÉ ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖļŖöļŗżĻ│Ā ņäżļ¬ģĒ¢łļŗż. ļśÉĒĢ£, Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ LiĻ│╝ ļ░śņØæņä▒ ĒÖĢņØĖņØä ņ£äĒĢ┤ņä£ Li|Li3x La3 Zr2 Al z O12|Li ņģĆņØä ĻĄ¼ņä▒ 100 h ļÅÖņĢł ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝ ņä▒ļŖź ņĀĆĒĢś ņŚåņØ┤ ņÜ░ņłśĒĢ£ ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒ņØä ļ│┤ņśĆņ£╝ļ®░, ņé¼ņØ┤Ēü┤ Ēøä Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ LiĻ│╝ņØś Ļ│äļ®┤ ņĀĆĒĢŁ ņ”ØĻ░ĆĻ░Ć ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż.21) ņ£äņŚÉ ļæÉ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ SPS Ļ│ĄņĀĢņØĆ ļåÆņØĆ ļ░ĆļÅä ļ░Å ņØ┤ņś© ņĀäļÅäļÅäļź╝ Ļ░Ćņ¦ĆļŖö LLZO Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ļ╣ĀļźĖ ņåīĻ▓░ņØä ĒåĄĒĢ┤ņä£ ņĀ£ņ×æĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖņŗ£ņ╝£ņŻ╝ņŚłņ£╝ļ®░, SPSņØś ņåīĻ▓░ ņś©ļÅäĻ░Ć ĻĖ░ņĪ┤ņØś ņåīĻ▓░ ļ░®ļ▓Ģļ│┤ļŗż ļé«ļŹöļØ╝ļÅä SPS Ļ│ĄņĀĢ ņŗ£ ņś©ļÅäļŖö ļČäļ¦É Ēæ£ļ®┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņČöņĖĪļÉśļŖö ļČłĒĢäņÜöĒĢ£ ļČłņł£ļ¼╝ ņāü ĒśĢņä▒ņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ņä£ SPS Ļ│ĄņĀĢ ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļŹö ĒĢäņÜöĒĢśļŗżĻ│Ā ņĀ£ņĢłĒ¢łļŗż.
ņĄ£ĻĘ╝ņŚÉļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉ ņ¢æņØ┤ņś© ļÅäĒĢæņØä ĒåĄĒĢ┤ ĻĄ¼ņĪ░ ņĢłņĀĢņä▒ ļ░Å ņØ┤ņś© ņĀäļÅäļÅäļź╝ Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ņŚłņ£╝ļ®░, SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļŹöņÜ▒ ļåÆņØ╝ ņłś ņ׳ņŚłļŗż. Baek ĻĘĖļŻ╣ņØĆ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ĻĄ¼ņĪ░ņĀü ņĢłņĀĢņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ LLZOņŚÉ TaĻ░Ć ļÅäĒĢæļÉ£ Li7-x La3 Zr1.5 Ta0.5 O12-d Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ĒĢ®ņä▒Ē¢łņ£╝ļ®░,22) SPS Ļ│Ąļ▓Ģņ£╝ļĪ£ ņĀ£ņ×æļÉ£ Li7-x La3 Zr1.5 Ta0.5 O12-dņØś ļ»ĖņäĖ ĻĄ¼ņĪ░ņÖĆ ņØ┤ņś© ņĀäļÅäļÅäņŚÉ ļīĆĒĢ£ ĒŖ╣ņä▒ņØä ĻĖ░ņĪ┤ņØś ņåīĻ▓░ Ļ│Ąļ▓ĢĻ│╝ ļ╣äĻĄÉ ļČäņäØĒĢśņśĆļŗż. (Fig. 3) ĻĖ░ņĪ┤ņØś ņĀäĒśĢņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ņåīĻ▓░ĒĢ£ Li7-x La3 Zr1.5 Ta0.5 O12-dļŖö ĻĖ░Ļ│Ą ĒśĢņä▒ņŚÉ ļö░ļźĖ ļåÆņØĆ Ļ▓░ņĀĢ ņ×ģĻ│ä ņĀĆĒĢŁņØä ņ£ĀļÅäĒĢśļŖö ņĀäņ▓┤ ĻĄ¼ņĪ░ņŚÉ Ļ▒Ėņ│É ļČłĻĘĀņØ╝ĒĢ£ ļ░ĆļÅäļź╝ ļ│┤ņśĆņ£╝ļ®░(Fig. 3a), ņØ┤ņÖĆ ļ░śļīĆļĪ£ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņåīĻ▓░ļÉ£ Li7-x La3 Zr1.5 Ta0.5 O12-dļŖö Ļ│Āļ░ĆļÅä ĻĄ¼ņĪ░ļź╝ Ļ░ĆņĀĖ ņāüņś©ņŚÉņä£ ļåÆņØĆ ņØ┤ņś© ņĀäļÅäļÅäņØĖ 1.35 ├Ś 10ŌłÆ3 S cmŌłÆ1ņØä ļéśĒāĆļāłļŗż. (Fig. 3c) ņØ┤ Ļ▓░Ļ│╝ļŖö ļ»ĖņäĖĻĄ¼ņĪ░ Ļ▓░Ļ│╝ņŚÉņä£ ļ│┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ĻĖ░ņĪ┤ņŚÉ ņĀäĒśĢņĀüņØĖ ņåīĻ▓░ņØä ĒåĄĒĢ┤ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ĻĖ░Ļ│ĄņØ┤ ĒśĢņä▒ļÉ£ ļ░śļ®┤ņŚÉ, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ĻĖ░Ļ│Ą ņŚåņØ┤ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ ņ╣śļ░ĆĒĢśĻ▓ī ĒśĢņä▒ļÉ£ Ļ▓āņŚÉ ĻĖ░ņØĖĒĢ£ļŗżĻ│Ā ĒīÉļŗ©Ē¢łļŗż. (Fig. 3b)
Fig.┬Ā3.
Li7-x La3 Zr1.5 Ta0.5 O12-dņØś ļ»ĖņäĖĻĄ¼ņĪ░ ļ░Å ņØ┤ņś© ņĀäļÅäļÅä ĒŖ╣ņä▒. (a) ņĀäĒśĢņĀüņØĖ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ 1230 ┬░CņÖĆ 1200 ┬░CņŚÉņä£ ņåīĻ▓░ļÉ£ Li7-x La3 Zr1.5 Ta0.5 O12-d ņØś SEM. (b) SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ 700ŌĆō1000 ┬░CĻ╣īņ¦Ć ņåīĻ▓░ļÉ£ Li7-xLa3Zr1.5Ta0.5O12-dņØś SEM. (c) ņĀäĒśĢņĀüņØĖ ņåīĻ▓░Ļ│╝ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņåīĻ▓░ļÉ£ Li7-x La3 Zr1.5 Ta0.5 O12-dņØś ņØ┤ņś© ņĀäļÅäļÅä.22)

LLZO ļ░Å Li7 La3 Ta2 O12 ņÖĖņŚÉļÅä, Li5 La3 Nb2 O12 ļ░Å Li5 La3 Bi2 O12ņÖĆ Ļ░ÖņØĆ ļŗżļźĖ ņóģļźśņØś Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ SPSņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉśĻ│Ā, ņÜ░ņłśĒĢ£ ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. Mohamad ĻĘĖļŻ╣ņØĆ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ Li5 La3 Nb2 O12 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņĪ░ĒĢśņśĆļŗż.23) ņĀäĒśĢņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņ×ģĻ│ä ņé¼ņØ┤ņ”łĻ░Ć 1ŌĆō2 ╬╝mņØś Ļ▒░ņ╣£ ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ļ░śļ®┤, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ 50ŌĆō100 nmņØś Ēü¼ĻĖ░ļź╝ Ļ░¢ļŖö ļéśļģĖ Ēü¼ĻĖ░ņØś ņ×ģĻ│äļź╝ Ļ░¢ļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. ļ»ĖņäĖĻĄ¼ņĪ░ ļČäņäØ Ļ▓░Ļ│╝ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ļŖö ĻĖ░Ļ│ĄņØ┤ Ļ░ÉņåīĒĢśĻ│Ā ņ×ģĻ│ä Ļ░ä Ļ▓░ĒĢ©ņØ┤ Ļ░£ņäĀļÉ£ Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. ĻĘĖ Ļ▓░Ļ│╝, 850 ŌäāņŚÉņä£ SPSņŚÉ ņØśĒĢ┤ ņåīĻ▓░ ļÉ£ Li5 La3 Nb2 O12ļŖö ņāüņś©ņŚÉņä£ 3.7 ├Ś 10ŌłÆ5 S cmŌłÆ1ņØś ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłņ£╝ļ®░, ņĀäĒśĢņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅä ļ│┤ļŗż ļåÆņØĆ Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż.24) ļśÉļŗżļźĖ Ļ▓░Ļ│╝ļĪ£, SPSņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉ£ Li5 La3 Bi2 O12 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ Garnet ĻĖ░ļ░ś ĻĄ¼ņĪ░ ļ░Å 97% ņāüļīĆ ļ░ĆļÅä ļéśĒāĆļāłņ£╝ļ®░, Li5 La3 Bi2 O12 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļŖö ņāüņś©ņŚÉņä£ 5.1 ├Ś 10ŌłÆ5 S cmŌłÆ1ņØś ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłļŗż.25)
ļśÉļŗżļźĖ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łļĪ£ NASICON ĻĖ░ļ░ś LiM2(PO4)3 (M= Ti, Ge, Zr, Hf)ņØĆ Li ņØ┤ņś©ņŚÉ ņ£Āļ”¼ĒĢ£ ņĀäļÅä Ēä░ļäÉņØä Ļ░¢ļŖö ļśÉ ļŗżļźĖ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ĻĘĖļŻ╣ņØ┤ļ®░, ļīĆĻĖ░ņŚÉņä£ ļåÆņØĆ ĒÖöĒĢÖņĀü ņĢłņĀĢņä▒ņŚÉ ļĢīļ¼ĖņŚÉ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ļÉśņ¢┤ņÖöļŗż. NASICON ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļŖö ņøÉņåī ņ╣śĒÖśņŚÉ ņØśĒĢ┤ Ē¢źņāüļÉśņŚłņ¦Ćļ¦ī, Garnet ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņ£Āņé¼ĒĢśĻ▓ī ļåÆņØĆ Ļ▓░ņĀĢļ”ĮĻ│ä ņĀĆĒĢŁĻ│╝ ļåÆņØĆ ļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņ¢╗ļŖöļŹ░ ņ¢┤ļĀżņøĆņØ┤ ņ׳ņ¢┤ ņØ┤ļ¤░ ļ¼ĖņĀ£ļōżņØĆ NASICON ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņāüņÜ®ĒÖöļź╝ ņĀ£ĒĢ£Ē¢łļŗż. ņĄ£ĻĘ╝ SPSļŖö ļåÆņØĆ Ļ│äļ®┤ ņĀĆĒĢŁņŚÉ ļīĆĒĢ£ ļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢśĻ│Ā, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ļ░ĆļÅäļź╝ Ē¢źņāü ņŗ£ņ╝£ NASICON ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅä Ē¢źņāüņØä ņ£äĒĢ┤ ļ¦ÄņØ┤ ņĀüņÜ®ļÉśņ¢┤ņÖöļŗż.
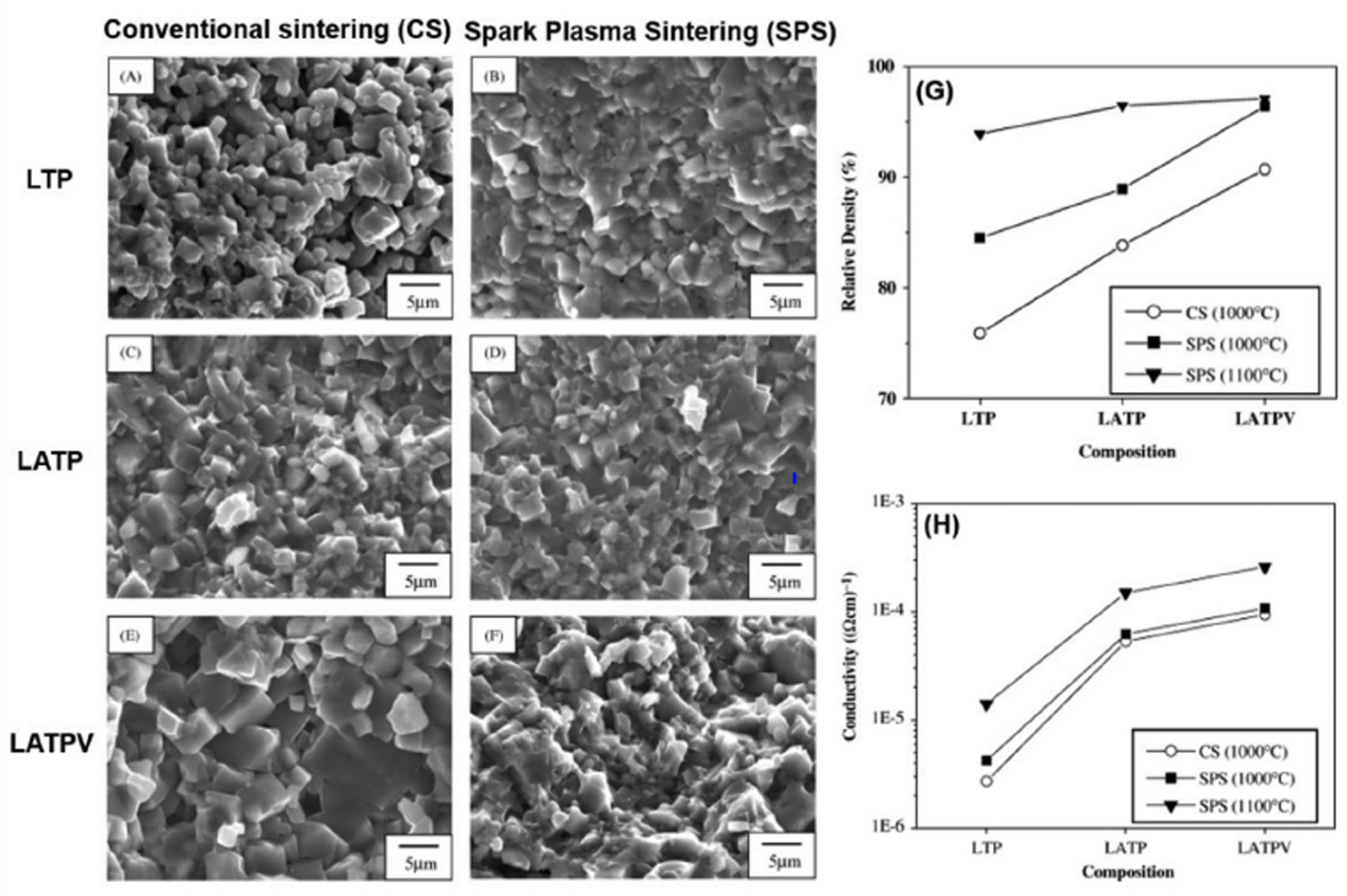
Chang ĻĘĖļŻ╣ņØĆ LiTi2(PO4)3 (LTP), Li1.3 iAl0.3 Ti1.7(PO4)3 (LATP), and Li1.3 Al0.3 Ti1.7(PO4)2.9(VO4)0.1 (LATPV) Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä SPSņÖĆ ņĀäĒśĢņĀüņØĖ ņåīĻ▓░ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ Ēøä ņåīĻ▓░ ļ░®ļ▓ĢĻ│╝ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ LTP, LATP ļ░Å LATPVņØś ļ»ĖņäĖ ĻĄ¼ņĪ░Ļ░Ć ņØ┤ņś© ņĀäļÅäļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÅēĻ░ĆĒ¢łļŗż.26) (Fig. 4) ņĀäĒśĢņĀüņØĖ Ļ│Ąļ▓Ģņ£╝ļĪ£ ņåīĻ▓░ļÉ£ LTPļŖö 76%ņØś ņāüļīĆ ļ░ĆļÅäņŚÉ ļö░ļźĖ ļ»ĖņäĖ ĻĖ░Ļ│ĄņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łņ£╝ļ®░, ĻĘĖņÖĆ ļŗ¼ļ”¼ 1100 ŌäāņŚÉņä£ SPSņŚÉ ņØśĒĢ┤ ņåīĻ▓░ļÉ£ LTPļŖö ļ»ĖņäĖ ĻĖ░Ļ│Ą ņŚåļŖö 94%ņØś ņāüļīĆ ļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. (Fig. 4g) ĻĘĖ Ļ▓░Ļ│╝, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉ£ LAPĻ░Ć Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļŖö ĻĖ░ņĪ┤ņØś ņåīĻ▓░ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł(2.7 ├Ś 10ŌłÆ5 S cmŌłÆ1) ļ│┤ļŗż ļåÆņØĆ ņāüņś©ņŚÉņä£ 1.4 ├Ś 10ŌłÆ6ņØä ļéśĒāĆļāłļŗż. (Fig. 4h) Al ļ░Å V ņØ┤ņś©ņØ┤ ņ╣śĒÖśļÉ£ NASICON Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņĀäĒśĢņĀüņØĖ ņåīĻ▓░ Ļ│ĄņĀĢņŚÉņä£ ļ│┤ļŗż SPS Ļ│ĄņĀĢņŚÉņä£ ļŹöņÜ▒ ļ░ĆļÅäĻ░Ć ļåÆņØĆ ļ»ĖņäĖ ĻĄ¼ņĪ░ ļ░Å ņ”ØĻ░ĆļÉ£ ņāüļīĆ ļ░ĆļÅäļź╝ ļéśĒāĆļāłņ£╝ ļ®░, SPS ņåīĻ▓░ ņś©ļÅäļź╝ 1000 ņŚÉņä£ 1100 ŌäāļĪ£ ļ│ĆĻ▓ĮĒĢśņŚ¼ Ļ│Āļ░ĆļÅäņØś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņ×æĒĢĀ ņłś ņ׳ņŚłļŗż. (Fig. 4g) ļśÉĒĢ£, ņĀäĒśĢņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ņåīĻ▓░ļÉ£ LATPVļź╝ ņĀ£ņÖĖĒĢśĻ│Ā ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ļŖö ņ×ģĻ│ä ņä▒ņןņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢä ĻĘĖ Ļ▓░Ļ│╝ AlĻ│╝ VņØ┤ ļÅäĒĢæņŚÉņä£ SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉ£ LATPVļŖö ņāüņś©ņŚÉņä£ 2.6 ├Ś 10ŌłÆ4 S cmŌłÆ1ņØś Ļ░Ćņן ļåÆņØĆ ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłĻ│Ā, 0.29 eVņØś ļé«ņØĆ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ćļź╝ ļ│┤ņśĆļŗż. (Fig. 4h) ņØ┤ ņŚ░ĻĄ¼ļŖö SPS Ļ│ĄņĀĢņØ┤ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ļ»ĖņäĖ ĻĄ¼ņĪ░ņØś ņ╣śļ░ĆĒÖöļź╝ ĒåĄĒĢ┤ ņØ┤ļĪĀ ļ░ĆļÅä(95ŌĆō97%) Ļ╣īņ¦Ć Ē¢źņāü ņØ┤ņś© ņĀäļÅäļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ņØīņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż.
Fig.┬Ā4.
ņĀäĒśĢņĀüņØĖ ņåīĻ▓░ (conventional sintering (CS))Ļ│╝ SPSļĪ£ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś SEM, ņāüļīĆ ļ░ĆļÅä, ņØ┤ņś© ņĀäļÅäļÅä Ļ▓░Ļ│╝. (a) LiTi2(PO4)3 (LTP), CS, (b) LTP, SPS, (c) Li1.3 Al0.3 Ti1.7(PO4)3 (LATP), CS, (d) LATP, SPS, (e) Li1.3 Al0.3 Ti1.7(PO4)2.9(VO4)0.1 (LATPV), CS, (f) LATPV, SPS, (g) Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØśņāüļīĆ ļ░ĆļÅä, (h) Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņØ┤ņś© ņĀäļÅäļÅä.26)
ļ╣äņŖĘĒĢ£ ņŚ░ĻĄ¼ļĪ£ Wen ĻĘĖļŻ╣ņŚÉņä£ļŖö ņØ┤ļĪĀ ļ░ĆļÅäņÖĆ Ļ▒░ņØś ļ╣äņŖĘĒĢ£ Ļ│Āļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö Li1.4 Al0.4 Ti1.6(PO4)3ļź╝ SPS Ļ│ĄņĀĢņŚÉ ĒåĄĒĢ┤ņä£ ņĀ£ņ×æĒ¢łļŗż.27) SPSņØś ņåīĻ▓░ ņś©ļÅä(650 Ōäā)ļŖö ņĀäĒśĢņĀüņØĖ ņåīĻ▓░(CS (conventional sintering))ņś©ļÅä 850 Ōäāļ│┤ļŗż Ēø©ņö¼ ļé«ņĢśņ¦Ćļ¦ī SPSņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņØ┤ņś© ņĀäļÅäļÅäļŖö ņ×ģņ×É Ēü¼ĻĖ░Ļ░Ć ļéśļģĖ ņŖżņ╝ĆņØ╝ļĪ£ Ļ░ÉņåīĒĢśņŚ¼ ļ░ĆļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ņ¢┤ Ē¢źņāüļÉĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ļ│┤Ļ│ĀĒ¢łļŗż. Duluard ĻĘĖļŻ╣ņØĆ Ļ│Āņł£ļÅäņØś Li1.3 Al0.3 Ti1.7(PO4)3ļź╝ Solgel Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ĒĢ®ņä▒ Ēøä SPS ņåīĻ▓░ņØä ĒåĄĒĢ┤ņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņ×æĒ¢łļŗż. SPS Ļ│ĄņĀĢņ£╝ļĪ£ 850 Ōäā ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ 97%ņØś ņāüļīĆ ļ░ĆļÅäņÖĆ ņāüņś©ņŚÉņä£ 1.6 ├Ś 10ŌłÆ4 S cmŌłÆ1ņØś ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłļŗż. ņØ┤ņÖĆ ļŗ¼ļ”¼ CSļĪ£ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņāüļīĆ ļ░ĆļÅäņÖĆ ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ņä£ļŖö 1100 ŌäāņŚÉņä£ 1h ņåīĻ▓░ ņś©ļÅäņÖĆ ņŗ£Ļ░äņØ┤ ĒĢäņÜöĒ¢łļŗż. ļåÆņØĆ ņś©ļÅäņŚÉņä£ ņåīĻ▓░ņØĆ Ļ▓░ņĀĢļ”Į Ļ▓ĮĻ│äņŚÉņä£ ļ╣ä ļ”¼ĒŖ¼ ņØ┤ņś© ņĀäļÅäņä▒ 2ņ░©ņāüĻ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ ņāØņä▒ļÉśļŖö ļ»ĖņäĖ ĻĘĀņŚ┤ņØä ĒśĢņä▒ĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ SPSņŚÉ ņØśĒĢ┤ ļé«ņØĆ ņåīĻ▓░ ņś©ļÅäļŖö ņØ┤ļ¤░ ļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗżĻ│Ā ļ│┤Ļ│ĀĒ¢łļŗż. ļśÉĒĢ£, LATP Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ┐Éļ¦ī ņĢäļŗłļØ╝, ļŗżļźĖ NASICON ĻĖ░ļ░ś Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉśņŚłļŗż. Ļ▓░ņĀĢņ×ģņØ┤ ņĀ£ņ¢┤ļÉ£ Li1.5 Al0.5 Ge1.5(PO4)3 (LAGP) Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀäĻĄ¼ņ▓┤ Ļ▓░ņĀĢĒÖöņŚÉ ņØśĒĢ┤ ļ©╝ņĀĆ ņĀ£ņĪ░ Ēøä SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņ×æĒ¢łļŗż.28) ĻĘĖ Ļ▓░Ļ│╝ 650 ŌäāņŚÉņä£ 2 minĻ░ä SPS Ļ│ĄņĀĢņ£╝ļĪ£ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ 87% ņāüļīĆ ļ░ĆļÅäļź╝ Ļ░Ćņ¦Ćļ®░, ņāüņś©ņŚÉņä£ 1.3 ├Ś 10ŌłÆ4 S cmŌłÆ1ņØś ņØ┤ņś© ņĀäļÅäļÅä ļ░Å 0.38 eV ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ćļź╝ ļéśĒāĆļāłļŗż. ņØ┤ļĀćĻ▓ī SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ£ ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņåīĻ▓░ņØĆ LAGP Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉļÅä ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŗżļŖö ņןņĀÉņØä ņĀ£Ļ│ĄĒ¢łļŗż.
Perovskite ĒśĢ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łļĪ£ ņĢīļĀżņ¦ä Li3x La(2/3-x) TiO3 (LLTO)ļŖö ņāüņś©ņŚÉņä£ 10ŌłÆ3 S cmŌłÆ1ņØś ļåÆņØĆ ļ▓īĒü¼ ņØ┤ņś© ņĀäļÅäļÅä ļéśĒāĆļé┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ļ¦ÄņØĆ Ļ┤Ćņŗ¼ņØä ļ░øĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņĀäĒśĢņĀüņØĖ ņåīĻ▓░ņØä ĒåĄĒĢ┤ Ļ│Āņł£ļÅä LLTO ņāüĻ│╝ Ļ│Āļ░ĆļÅä Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĻĖ┤ ņåīĻ▓░ ņŗ£Ļ░äĻ│╝ ļåÆņØĆ ņåīĻ▓░ ņś©ļÅä(1300 Ōäā)ļź╝ ĒĢäņÜöļĪ£ ĒĢ£ļŗż. Mei ĻĘĖļŻ╣ņØĆ 1050 ŌäāņŚÉņä£ 3 min ļÅÖņĢł SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņāüļīĆ ļ░ĆļÅä 98.5%ļź╝ Ļ░Ćņ¦ĆļŖö LLTO Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĀ£ņ×æĒ¢łņ£╝ļ®░, SPS ņåīĻ▓░ ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļīĆ ļ░ĆļÅä ļ░Å ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć Ē¢źņāüļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż.29) ĻĘĖļ¤¼ļéś SPSņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ļåÆņØĆ ļ▓īĒü¼ ņØ┤ņś© ņĀäļÅäļÅäļŖö 10ŌłÆ3 S cmŌłÆ1ņØä ļéśĒāĆļéĖ ļ░śļ®┤ņŚÉ Ļ▓░ņĀĢ ņ×ģĻ│ä(grain boundary)ļź╝ ĒżĒĢ©ĒĢ£ ņĀäņ▓┤ņĀüņØĖ ņØ┤ņś© ņĀäļÅäļÅäļŖö 5.8 ├Ś 10ŌłÆ6 S cmŌłÆ1ņØä ļéśĒāĆļāłļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö ņĀäņ▓┤ņĀüņØĖ ņØ┤ņś© ņĀäļÅäļÅäņŚÉņä£ Ļ▓░ņĀĢ ņ×ģĻ│ä(grain boundary)ņŚÉņä£ ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć ļé«ņĢä Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć Ļ░ÉņåīĒ¢łņ£╝ļ®░, Li ņåÉņŗżĻ│╝ ņ×æņØĆ ņ×ģĻ│äņŚÉņä£ La2 Ti2 O5ņØś ļČłņł£ļ¼╝ ņāü ĒśĢņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļ░®ĒĢ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć Ļ░ÉņåīĒĢ£ Ļ▓āņØ┤ļØ╝ ļ│┤Ļ│ĀĒ¢łļŗż. ļśÉļŗżļźĖ ņŚ░ĻĄ¼ļĪ£ LLTO Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ 1100 ŌäāņŚÉņä£ 5 min ļÅÖņĢł SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņ×æļÉśņŚłļŗż.30) ņØ┤ļĀćĻ▓ī ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ Ļ▓░ņĀĢ ņ×ģĻ│äņÖĆ ļ▓īĒü¼ ņØ┤ņś© ņĀäļÅäļÅä ĻĖ░ņŚ¼ņŚÉ ļīĆĒĢ┤ņä£ ņ×ÉņäĖĒĢ£ ņ¢ĖĻĖēņØĆ ņŚåņŚłņ¦Ćļ¦ī, ņĀäĒśĢņĀüņ£╝ļĪ£ LLTOĻ░Ć Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅä(10ŌłÆ3 S cmŌłÆ1)ļź╝ ņāüņś©ņŚÉņä£ ļéśĒāĆļāłņ£╝ļ®░, 30.1 kj molŌłÆ1ņØś ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦äļŗżĻ│Ā ļ│┤Ļ│ĀĒ¢łļŗż.
2.2 ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļź╝ ņ£äĒĢ£ SPS
Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ņĀ£ņĪ░ ņÖĖņŚÉļÅä, SPSļŖö ņĪ░ļ░ĆĒĢśĻ│Ā ļ»ĖņäĖĒĢ£ ļ»ĖņäĖ ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ļ¼╝ņ¦łņØä ņĀ£ņĪ░ĒĢśļŖöļŹ░ ņ׳ņ¢┤ ņןņĀÉņØ┤ ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļź╝ ņĀ£ņĪ░ĒĢśļŖöļŹ░ ņé¼ņÜ®ļÉśņ¢┤ņÖöļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆņØś ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļŖö Fig. 1bņŚÉņä£ ļ│┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å Ēāäņåī ņ▓©Ļ░Ćļ¼╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż. ļö░ļØ╝ņä£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ Li ņØ┤ņś© ļ░Å ņĀäņ×ÉņØś ļ╣ĀļźĖ ņØ┤ļÅÖņØä ņ£äĒĢ┤ņä£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ļé┤ņŚÉ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å Ēāäņåī ņ▓©Ļ░Ćļ¼╝ņØś ņĀæņ┤ēņØ┤ ņżæņÜöĒĢ£ ņŚŁĒĢĀņØä ĒĢ£ļŗż. ņØ┤Ļ▓āņØĆ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å Ēāäņåī ņ▓©Ļ░ĆņĀ£ Ļ░äņØś ņÜ░ņłśĒĢ£ Ēæ£ļ®┤ ņĀæņ┤ēņØĆ Li ņØ┤ņś© ļ░Å ņĀäņ×ÉņØś ņØ┤ļÅÖļÅäļź╝ Ē¢źņāü ņŗ£ĒéżĻ│Ā, ņĀäĻĘ╣ ļ░Å ņĀäĒĢ┤ņ¦łņØś ņØæņ¦æļĀźņØä Ē¢źņāü ņŗ£ņ╝£ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö Ļ│äļ®┤ ņĀĆĒĢŁņØä Ļ░Éņåīņŗ£ĒéżļŖöļŹ░ ĒĢäņłśņĀüņØ┤ļŗż. ļśÉĒĢ£, ļåÆņØĆ ņČ®/ļ░®ņĀäņ£©ņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łņŚÉņä£ Li ņØ┤ņś© ļ░Å ņĀäņ×ÉņØś ĒÖĢņé░ ĻĖĖņØ┤ļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢ┤ņä£ ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ ļéśļģĖ ĻĄ¼ņĪ░ ļ¼╝ņ¦łņØä ņé¼ņÜ®ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ļö░ļØ╝ņä£, ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļź╝ ņäżĻ│äĒĢĀ ļĢī ņżæņÜöĒĢ£ Ļ│╝ņĀ£ļŖö ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å Ēāäņåī ņ▓©Ļ░Ćļ¼╝ Ļ░äņØś ņ╣£ļ░ĆĒĢ£ ņĀæņ┤ēņØä ņŗżĒśäĒĢśļŖö ļ░®ļ▓ĢņØ┤ļ®░ ĻĄ¼ņĪ░ ļé┤ ļ»ĖņäĖĒĢ£ ņ×ģņ×É Ēü¼ĻĖ░ ļ░Å ļČäĒżļź╝ ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņØ┤ļŗż.
Bouchet ĻĘĖļŻ╣ņØĆ SPS Ļ│Ąļ▓ĢņØä ņé¼ņÜ®ĒĢśņŚ¼ Li3 V2(PO4)3/ Li3 Al0.5 Ge0.5(PO4)3/Li3 V2 (PO4)3 (LVP/LAGP/LVP)ņÖĆ LiFePO4/Li1.5 Al0.5 Ge1.5(PO4)3/Li3 V2(PO4)3(LFP/ LAG/ LVP)ņØś ņģĆ ĻĄ¼ņä▒ņØä Ļ░¢ļŖö ņĀäĻ│Āņāü ņĀäņ¦Ćļź╝ ņĀ£ņĪ░ĒĢśļŖö ļæÉĻ░Ćņ¦Ć ņä▒Ļ│ĄņĀüņØĖ ņé¼ļĪĆļź╝ ļ│┤Ļ│ĀĒ¢łļŗż.31ŌĆō32)
LVP/LAGP/LVP ĻĄ¼ņä▒ņŚÉņä£ Li3 V2(PO4)3 ņĀäĻĘ╣ ļ¼╝ņ¦łņØĆ ņ×æļÅÖ ņĀäņĢĢņØ┤ 3ņŚÉņä£ 4.2 V ņé¼ņØ┤ņŚÉņä£ļŖö 120 mAh gŌłÆ1ņÖĆ 1.8ņŚÉņä£ 3V ņé¼ņØ┤ņŚÉļŖö 80 mAh gŌłÆ1ņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā, LVPņØś ņ×æļÅÖ ņĀäņĢĢņØĆ LAGPņØś ņĀäĻĖ░ ĒÖöĒĢÖņĀü ņĢłņĀĢ ņĀäņ£äĻ░Ć ņ£Āņé¼ĒĢ©ņØä Ļ░Ćņ¦Ć ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻ│Āņāü ņĀäņ¦Ć ļæÉ ņĀäĻĘ╣ņ£╝ļĪ£ ņäĀĒāØļÉśņŚłļŗż. (Fig. 5a-a and 5a-b) ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ£ ņĄ£ņĀüĒÖöļÉ£ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł/Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł/Ēāäņåī ņ▓©Ļ░Ćļ¼╝ņØś ņżæļ¤ēļ╣äļŖö 25/60/15ņśĆņ£╝ļ®░, ņĀäĻĖ░ĒÖöĒĢÖ ĒģīņŖżĒŖĖļŖö ņāüņś©ņŚÉņä£ ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņé¼ņÜ®ĒĢśļŖö LVP/LVP ņģĆņŚÉņä£ Ļ░Ćņ¦ĆļŖö ņÜ®ļ¤ēĻ│╝ ļ╣äņŖĘĒĢ£ 80 mAh gŌłÆ1ņØś Ļ░ĆņŚŁņÜ®ļ¤ēņØä 80 ŌäāņŚÉņä£ ļéśĒāĆļāłļŗż. (Fig. 5a-c and 5a-d) ņØ┤ļ▓ł ņŚ░ĻĄ¼ņŚÉņä£ 80 ŌäāņØś ņ×æļÅÖ ņś©ļÅäļŖö ņģĆņŚÉņä£ LAGPĻ░Ć Ļ░Ć ņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäĻ░Ć ņĀäĻ│Āņāü ņĀäĻĖ░ ņ×æļÅÖņØä ņ£äĒĢ┤ ņÜöĻĄ¼ļÉśļŖö 10ŌłÆ4 S cmŌłÆ1ņØä ĒĢäņÜöļĪ£ Ē¢łĻĖ░ ļĢīļ¼ĖņŚÉ ņäżņĀĢĒ¢łņ£╝ļ®░, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀäĻ│Āņāü ņĀäņ¦Ćļź╝ ņøÉņŖżĒģØņ£╝ļĪ£ ņĀ£ņĪ░ĒĢĀ ņłś ņ׳ļŖö Ļ░ĆļŖźņä▒Ļ│╝ ņĀäņ×É ļ░Å ņØ┤ņś© ņØ┤ļÅÖņä▒ņŚÉ ļīĆĒĢ£ ĒĢ£Ļ│äņŚÉļÅä ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ ņé¼ņØ┤Ēü┤ ņÜ┤ņĀäņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö Ļ▓āņØä ļ│┤ņŚ¼ņż¼ļŗż.
Fig.┬Ā5.
(a) ņĀäĻ│Āņāü ņĀäņ¦Ć ļ¬©ņŗØļÅä ļ░Å cross-section SEM, (a)-c) LVP/LAGP/LVP ņģĆņØś ņĀäĻĖ░ĒÖöĒĢÖ ĒŖ╣ņä▒, (a)-d) LVP/LVP ņģĆņØś ņĢĪņ▓┤ ņĀäĒĢ┤ņ¦ł ņāüņŚÉņä£ ņĀäĻĖ░ĒÖöĒĢÖ ĒŖ╣ņä▒, (b)-a) ņĀäĻĖ░ĒÖöĒĢÖ ļ░śņØæ ņé¼ņØ┤Ēü┤ Ēøä LFP/LAGP/C ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņØś EIS ĒŖ╣ņä▒, (b)-b) LFP/LAGP/C ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņØś TEM Ļ▓░Ļ│╝, (b)-c) and -d) (b)-b)ņŚÉņä£ Zone 1Ļ│╝ 2ņŚÉņä£ HR-TEM Ļ▓░Ļ│╝.31ŌĆō32)
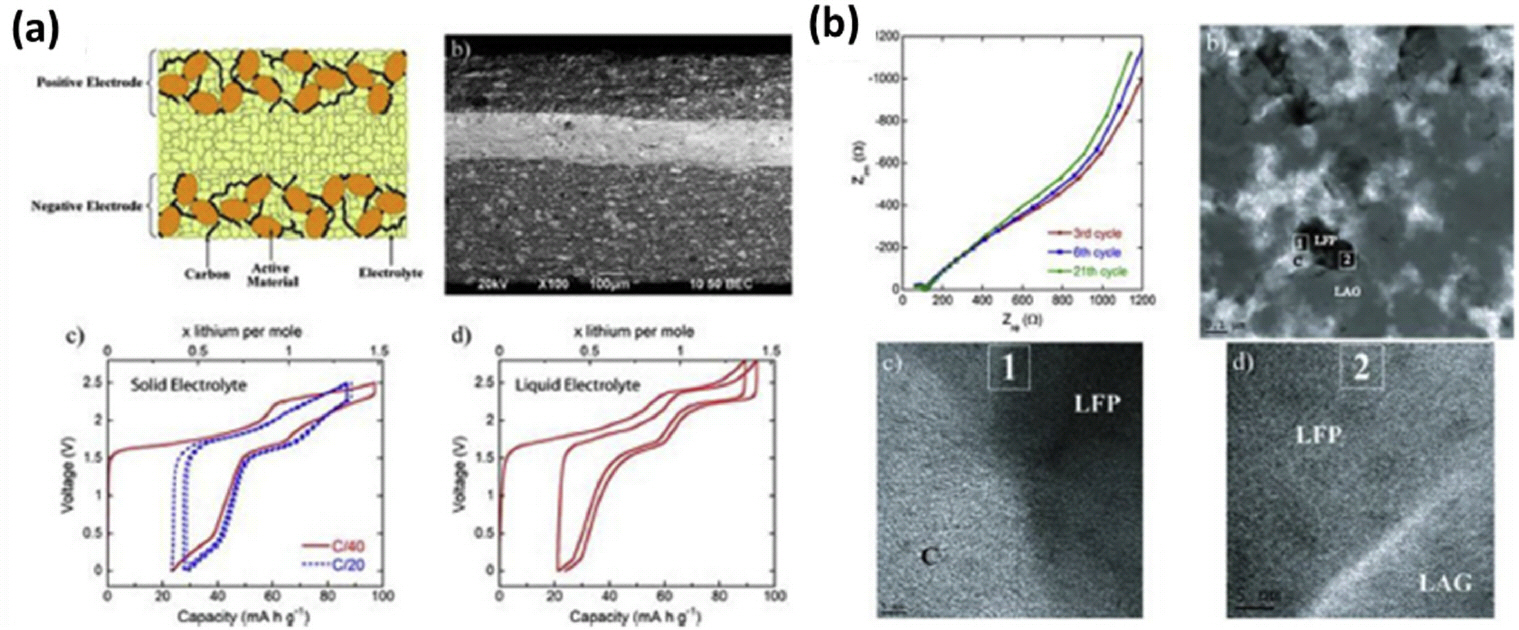
LVP/LAGP/LVP ņģĆ Ļ▓ĮņÜ░ņŚÉļŖö LFP/LVP ņżæļ¤ēļ╣äļź╝ ļæÉ ņĀäĻĘ╣ņØś ņĄ£ļīĆ Ļ░ĆņŚŁņÜ®ļ¤ēņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ 0.7ļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
ņĀäĻĖ░ĒÖöĒĢÖ ĒÅēĻ░Ć Ļ▓░Ļ│╝ LVP/LAGP/LVP ņģĆņØĆ 120 ŌäāņØĖ C/20ņŚÉņä£ 80 mAh gŌłÆ1ņØś ņÜ®ļ¤ēņØä Ļ░Ćņ¦Ćļ®░, 30 ņé¼ņØ┤Ēü┤ ĒøäņŚÉ ņ┤łĻĖ░ ņÜ®ļ¤ēņØś 80%Ļ░Ć ņ£Āņ¦ĆļÉśļŖö ņÜ░ņłśĒĢ£ ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒ņØä ļ│┤ņśĆļŗż. ļśÉĒĢ£, ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒ Ēøä EIS ļČäņäØ Ļ▓░Ļ│╝ ņģĆ ņĀĆĒĢŁņŚÉ Ēü░ ļ│ĆĒÖöĻ░Ć ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. (Fig. 5b-a) ņØ┤Ļ▓░Ļ│╝ļŖö ņé¼ņØ┤Ēü┤ ĒøäņŚÉ TEM ļČäņäØņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł Ļ░äņØś ņØĖĒä░ĒÄśņØ┤ņŖżļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņĀäĻĘ╣ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØļÉśņ¦Ć ņĢŖĻ│Ā, LFP, Ēāäņåī ņ▓©Ļ░ĆņĀ£ ļ░Å Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ░äņØś ņÜ░ņłśĒĢ£ ņĀæņ┤ēņØä ņ£Āņ¦ĆĒĢśĻ│Ā ņ׳ņ¢┤ ņģĆņØ┤ Ļ░Ćņ¦ĆļŖö ņä▒ļŖźņØä ņ£Āņ¦ĆĒĢĀ ņłś ņ׳ļŖö Ļ▓āņØ┤ļØ╝ ļ│┤Ļ│ĀĒ¢łļŗż. (Fig. 5b-c and 5b-d) ļśÉĒĢ£, ņØ┤ļ▓ł ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäĻ│Āņāü ņģĆ ļé┤ņŚÉ 15%ņØś ņ×öļźś ĻĖ░Ļ│ĄņØĆ ņĀäĻĖ░ ĒÖöĒĢÖ ļ░śņØæ Ļ│╝ņĀĢņŚÉņä£ LFPņÖĆ LVPņØś ĻĄŁļČĆ ņØæļĀźņØä ņÖäĒÖö Ļ░ĆļŖź ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻĘ╣ņŚÉ Ļ▓░ĒĢ©ņØä ņŚåĻ▓ī ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĒĢäņłśņĀüņØ┤ļØ╝Ļ│Ā ņĀ£ņĢłĒ¢łļŗż. ņל ņĢīļĀżņ¦ä ļ░öņÖĆ Ļ░ÖņØ┤, ļ”¼ĒŖ¼ĒÖö ļ░Å Ēāłļ”¼ĒŖ¼ (lithiation and delithiation) Ļ│╝ņĀĢ ļÅÖņĢłņŚÉ ņĀäĻĘ╣ ļ¼╝ņ¦łņØś ļČĆĒö╝ ļ│ĆĒÖöļŖö ņĀäĒĢ┤ņ¦łļĪ£ļČĆĒä░ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łņØś ļ░Ģļ”¼ļź╝ ņĢ╝ĻĖ░ Li ņØ┤ņś©ņØś ĒÖĢņé░ Ļ▓ĮļĪ£ļź╝ ļ░®ĒĢ┤ĒĢĀ ņłś ņ׳ņ¢┤, ņØ┤ļ▓ł ņŚ░ĻĄ¼ļŖö ņØśļÅäņĀüņ£╝ļĪ£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉ ņ×öļźś ĻĖ░Ļ│ĄņØä ņĪ┤ņ×¼ ņŗ£Ēé┤ņ£╝ļĪ£ ņĀäĻĘ╣ Ļ▓░ĒĢ© ļ¼ĖņĀ£ņŚÉ ļīĆĒĢ£ ĒĢ┤Ļ▓░ņ▒ģņØä ņĀ£ņŗ£Ē¢łļŗż.
ņĄ£ĻĘ╝ ņŚ░ĻĄ¼ņŚÉņä£ SPSļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻ│Āņāü LiCoO2(LCO) ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļź╝ ņĀ£ņĪ░ĒĢśĻ│Ā, Li ĻĖłņåŹņØä ņāüļīĆ ņĀäĻĘ╣ņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻ│Āņāü ņĀäņ¦ĆņØś ņä▒ļŖźņØä ĒÅēĻ░ĆĒ¢łļŗż.
LeeņÖĆ ļÅÖļŻī ņŚ░ĻĄ¼ņ×ÉļōżņØĆ LCO, Li5 La3 Ta2 O12 (LLTO)ņÖĆ Ēāäņåī ļéśļģĖĒŖ£ļĖī(MWCNTs) ņé¼ņØ┤ņØś ņżæļ¤ēļ╣äļź╝ SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĄ£ņĀüĒÖöĒĢśņŚ¼ ņĀäņ×É ļ░Å Li ņØ┤ņś© ņĀäļÅäļź╝ Ļ░Ćņ¦ĆļŖö ņĀäĻ│Āņāü ņĀäņ¦Ćļź╝ ĻĄ¼ĒśäĒ¢łļŗż.33) ņĄ£ņĀüņØś ņĪ░ņä▒ņØĆ ņżæļ¤ēļ╣äļĪ£ 32LCO/ 65LLTO/3MWCNTsņØ┤Ļ│Ā, ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļŖö 600 ŌäāņŚÉņä£ 5 min ļÅÖņĢł SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņåīĻ▓░ļÉśņŚłļŗż. (Fig. 6a) ņĀäĻ│Āņāü ņĀäņ¦Ć ņĀ£ņ×æņØä ņ£äĒĢ┤ ņé¼ņÜ®ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņÖĆ Ļ│äļ®┤ ņĢłņĀĢņä▒ņØä ņ”ØĻ░Ć ņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ ļ╣äņĀĢņ¦łĻ│ä LIPON ņØä ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ņ£äņŚÉ PVD Ļ│Ąļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ”Øņ░®ĒĢśņśĆļŗż. (Fig. 6d) ņāüļīĆ ņĀäĻĘ╣ņ£╝ļĪ£ Li ĻĖłņåŹņØä ņé¼ņÜ® ņĀäĻ│Āņāü ņĀäņ¦Ćļź╝ ņĀ£ņ×æ ņĀäĻĖ░ĒÖöĒĢÖ ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ LCO/LLTO/ MWCNTs ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļŖö 80 ŌäāņŚÉņä£ 0.05 CņØś ņĀäļźś ļ░ĆļÅäņŚÉņä£ 0.3 mAh cmŌłÆ3ņØś ļ░®ņĀä ņÜ®ļ¤ēņØä ļéśĒāĆļāłļŗż. (Fig. 6c-a and 6c-b) ļśÉĒĢ£, 10 ņé¼ņØ┤Ēü┤ ĒøäņŚÉļÅä ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņä▒ ļ░Å ņĀäĻĖ░ĒÖöĒĢÖ ļ░śņØæņŚÉ ļö░ļźĖ ņĀäĻĘ╣ ļ¼╝ņ¦łņØ┤ ņĀäĒĢ┤ņ¦łļĪ£ ĒÖĢņé░ļÉśļŖö ņĢŖļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. (Fig. 6b)
Fig.┬Ā6.
(a)-a) and -b) LCO/LLTO/MWCNTs ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ņØ┤ļ»Ėņ¦Ć, (a)-c) and -d) LiPON ļ░Ģļ¦ēĒśĢ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ ņ”Øņ░® ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņØś SEM Ļ▓░Ļ│╝, (b) ņČ®ļ░®ņĀä ņé¼ņØ┤Ēü┤ Ēøä ņĀäĻĘ╣Ļ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ EDS Ļ▓░Ļ│╝, (c) LCO/LLTO/MWCNTs ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņØś ņČ®ļ░®ņĀä ļ░Å ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒, (d) LCO/LLTO/MWCNTs ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņÖĆ LIPON ļ░Ģļ¦ē Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ TEM Ļ▓░Ļ│╝.33)

ļŗżļźĖ ņŚ░ĻĄ¼ļĪ£ LCO/Li2.2 C0.8 B0.2 O3 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ ņĀ£ņ×æĒĢśĻĖ░ ņ£äĒĢ┤ņä£ SPS Ļ│ĄņĀĢņØä ņé¼ņÜ®Ē¢łļŗż.34) Li2.2 C0.8 B0.2 O3 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņāüņś©ņŚÉņä£ 1 ├Ś 10ŌłÆ6 S cmŌłÆ1ļź╝ Ļ░ĆņĪīņ¦Ćļ¦ī, ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö 60 ŌäāņØś ņĀĢņĀäļźś 10 ╬╝A cmŌłÆ2ņŚÉņä£ 120 mAh gŌłÆ1ņØś ņ┤łĻĖ░ņÜ®ļ¤ēņØä ļéśĒāĆļāłņ£╝ļ®░, 10 ņé¼ņØ┤Ēü┤ ĒøäņŚÉ 100 mAh gŌłÆ1ņØä ņ£Āņ¦ĆĒ¢łļŗż. ņØ┤ļ¤░ ņÜ®ļ¤ē ņĀĆĒĢśļŖö ļ░śļ│ĄļÉśļŖö ņĀäĻĘ╣ņØś ĒīĮņ░ĮĻ│╝ ņłśņČĢņ£╝ļĪ£ ņØĖĒĢ£ ņĀäĻĘ╣Ļ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņä▒ ņĀĆĒĢśļĪ£ ņØĖĒĢ£ Ļ▓āņØ┤ļØ╝ ĒīÉļŗ©Ē¢łļŗż. SPS Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ņĀäĻ│Āņāü ņĀäņ¦ĆņØś ņÜ░ņłśĒĢ£ ņĀäĻĖ░ ĒÖöĒĢÖņĀü ņä▒ļŖźņØĆ Li2.2 C0.8 B0.2 O3 Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łĻ│╝ LCO Ļ│äļ®┤ņŚÉņä£ ņĀæņ┤ē ņĀĆĒĢŁņØ┤ ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ ņ¢╗ņ¢┤ņ¦ä Ļ▓āņØ┤ļ®░, ņØ┤ļ▓ł ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ ņĀäĻĘ╣Ļ│╝ ņĀäĒĢ┤ņ¦ł ņé¼ņØ┤ņØś Ļ│äļ®┤ņØĆ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņä▒ļŖźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ ņżæņÜöĒĢ£ ņÜöņåīļØ╝Ļ│Ā ņĀ£ņĢłĒ¢łļŗż.
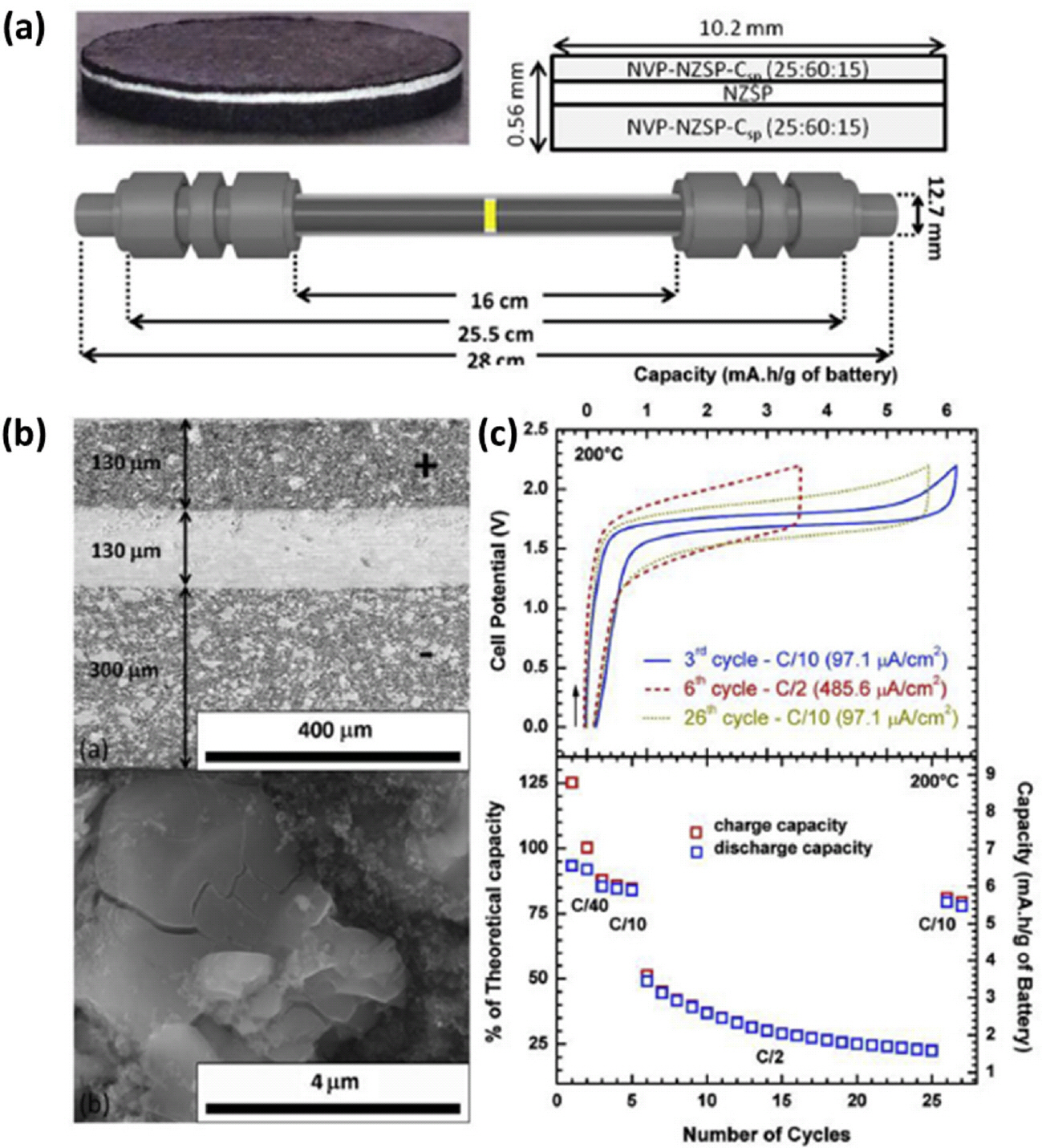
ņĄ£ĻĘ╝ SPS Ļ│ĄņĀĢņØĆ Na3 V2(PO4)3/Na3 Zr2 Si2 PO12/ Na3 V2(PO4)3 (NVP/NZSP/NVP) ņģĆņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö ņäĖļØ╝ļ»╣ Ļ│Āļ░ĆļÅä Na ņØ┤ņś© ņĀäņ¦Ć (ņ×æļÅÖ ņś©ļÅä: 200 Ōäā)ļź╝ ņĀ£ņĪ░ĒĢśļŖöļŹ░ ņ▓śņØīņ£╝ļĪ£ ņé¼ņÜ®ļÉśņŚłļŗż.35) Na4 V2(PO4)3 (ņØīĻĘ╣ņŚÉņä£ ĻĄÉĒÖś ļÉ£ 1 Na+)ņØĆ NaV2(PO4)3 (ņ¢æĻĘ╣ņŚÉņä£ ĻĄÉĒÖś ļÉ£ Na+)ļĪ£ ņé░ĒÖö ļÉĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ Na3 V2(PO4)3ņØĆ ļæÉ ņĀäĻĘ╣ņŚÉņä£ ļ¬©ļæÉ ņé¼ņÜ®ļÉśņŚłņ£╝ļ®░, ņĀäĻ│Āņ▓┤ NVP/NZSP/NVP ņģĆņØä ņĀ£ņĪ░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņĀäĻĘ╣ņŚÉ ĒżĒĢ©ĒĢśļŖö ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦ł, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å ņ╣┤ļ│Ė ļÅäņĀäņĀ£ņØś ĒĢ©ļ¤ēņØä 25NVP/60NZSP/15ļĪ£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņÖĆ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØä ņĖĄļ│äļĪ£ ĒśĢņä▒ Ēøä SPS Ļ│ĄņĀĢņØä ņØ┤ņÜ® 900 Ōäā ņŚÉņä£ ņåīĻ▓░ņØä ĒåĄĒĢ┤ ņĀ£ņ×æĒĢśņśĆļŗż. (Fig. 7(a)) Ļ░ü ņĀäĻĘ╣ ļé┤ņŚÉ NVPņÖĆ NZSP ņ×ģņ×ÉļŖö ļåÆņØĆ ļČäņé░ļÅäļź╝ Ļ░ĆņĪīņ£╝ļ®░, ņĀäĻ│Āņāü ņĀäņ¦Ć ļæÉ ņĀäĻĘ╣ ļ░Å Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ļæÉĻ╗śļź╝ Fig. 7(b)ņŚÉ ļ│┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņĀäĻĖ░ĒÖöĒĢÖ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦Ć ņ£äĒĢ┤ņä£ ņĄ£ņĀüĒÖöĒĢ┤ ļéśĒāĆļāłļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņĀäĻĖ░ĒÖöĒĢÖ ĒŖ╣ņä▒ ĒÅēĻ░Ć Ļ▓░Ļ│╝ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ļ░®ņĀä ĒŖ╣ņä▒ C/40 ņĀäļźś ļ░ĆļÅäņŚÉņä£ 6.5 mAh gŌłÆ1 Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż.ņØ┤ļ¤░ ņÜ░ņłśĒĢ£ ņä▒ļŖźņØĆ 30 ņé¼ņØ┤Ēü┤ ņČ®/ļ░®ņĀä ĒøäņŚÉļÅä NVP, NZSPņÖĆ ņ╣┤ļ│Ė ņ▓©Ļ░ĆņĀ£ņØś ņÜ░ņłśĒĢ£ Ļ│äļ®┤ ņĢłņĀäņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņ£Āņ¦ĆļÉ£ļŗżļŖö Ļ▓āņØä ņĀ£ņŗ£Ē¢łņ£╝ļ®░, ņØ┤ Ļ▓░Ļ│╝ļŖö ņĀäĻ│Āņāü ņĀäņ¦Ć NVP/ NZSP/NVP ņģĆņØś ņŚÉļäłņ¦Ć ļ░ĆļÅäļŖö C/10ņŚÉņä£ ņĢĮ 1.0 mAh cmŌłÆ2 ļĪ£ ņØ┤ļŖö ņåīņ×¼Ļ░Ć Ļ░Ćņ¦ĆļŖö ņØ┤ļĪĀ ņÜ®ļ¤ēņØś 85%ļØ╝ļŖö Ļ▓āņØä ļ│┤Ļ│ĀĒ¢łļŗż.
Fig.┬Ā7.
(a) NVP/NZSP/NVP ņģĆ ĻĄ¼ņĪ░, (b) 30 ņé¼ņØ┤Ēü┤ Ēøä ņĀäĻ│Āņāü NVP ņ×ģĻ│äĻ░Ć Ļ░Ćņ¦ĆļŖö ļ»ĖņäĖĻĄ¼ņĪ░ Ļ▓░Ļ│╝, (c) NVP/NZSP/NVP ņģĆņØ┤ Ļ░Ćņ¦ĆļŖö ņČ®/ļ░®ņĀä ĒŖ╣ņä▒ ļ░Å ņé¼ņØ┤Ēü┤ ņĢłņĀäņä▒ Ļ▓░Ļ│╝35)
3. Ļ▓░ļĪĀ
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ēśäņ×¼ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŖö SPS Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņ×æļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņØś ĒŖ╣ņä▒Ļ│╝ ņĀäĻ│Āņāü ņĀäņ¦Ć ņä▒ļŖźņŚÉ ļīĆĒĢ┤ņä£ ņé┤ĒÄ┤ļ│┤ņĢśļŗż. ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉņä£ ĒĢ┤Ļ▓░ĒĢ┤ņĢ╝ĒĢĀ ņżæņÜöĒĢ£ Ļ│╝ņĀ£ ņżæņŚÉ ĒĢśļéśļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ Ļ▓░ņĀĢ ņ×ģĻ│äņÖĆ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łĻ│╝ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņä▒ņØä ĒÖĢļ│┤ĒĢśļŖö Ļ▓āņØ┤ļŗż. ņØ┤ņÖĆ Ļ┤ĆļĀ©ĒĢ┤ņä£ SPS Ļ│ĄņĀĢņØĆ ļŗ©ņŗ£Ļ░ä ļ░Å ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņåīĻ▓░ ņś©ļÅäņŚÉņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦ł ļ░Å ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ ņ╣śļ░ĆĒĢ£ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ ļ░Å Ļ│Āļ░ĆļÅäļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ£ ņåīĻ▓░ ĻĖ░ņłĀļĪ£ ņĀ£ņĢłļÉśņŚłņ£╝ļ®░, SPSņØś ņØ┤ļ¤¼ĒĢ£ ņןņĀÉņØĆ ņåīņ×¼ņØś ĒśĢĒā£ņÖĆ ĻĄ¼ņĪ░ļź╝ ņ£Āņ¦ĆĒĢśļ®┤ņä£ ņÜ░ņłśĒĢ£ Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņØä ĒśĢņāüĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØ┤ļŗż. SPS Ļ│ĄņĀĢņØä ņé¼ņÜ® ņĀäĻ│Āņāü ņĀäņ¦Ćļź╝ ņĀüņÜ®ņØä ņ£äĒĢ£ ņä£ļĪ£ ļŗżļźĖ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ ņĀ£ņĪ░ļÉśņŚłņ£╝ļ®░, ņØ┤ļĀćĻ▓ī ĒĢ®ņä▒ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņĀäĒĢ┤ņ¦ł Ļ░ä Ļ│äļ®┤ņŚÉņä£ ņĀæņ┤ēņØ┤ Ļ░£ņäĀļÉśņ¢┤ ļåÆņØĆ ņāüļīĆ ļ░ĆļÅäņÖĆ ņØ┤ņś© ņĀäļÅäļÅäļź╝ ļéśĒāĆļāłļŗż. ļśÉĒĢ£, ņŚ¼ļ¤¼ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤Ļ░Ć SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉśņŚłņ£╝ļ®░, ņĀäĻ│Āņāü ņĀäņ¦ĆņŚÉ ņĀüņÜ® ņŗ£ ņĢłņĀĢļÉ£ ņĀäĻĖ░ĒÖöĒĢÖ ņä▒ļŖźņØä ļéśĒāĆļāłļŗż. ĻĘĖļ¤¼ļéś SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņä▒ļŖźņØ┤ Ē¢źņāüļÉśņŚłņØīņŚÉļÅä ļČłĻ│ĀĒĢśĻ│Ā, SPS Ļ│ĄņĀĢ ņĀäĒøäņØś Ļ│Āņ▓┤-Ļ│Āņ▓┤ Ļ│äļ®┤ņŚÉņä£ ļ»ĖņäĖ ĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ĻĖ░ļ│ĖņĀüņØĖ ņŚ░ĻĄ¼ņÖĆ ņØ┤ĒĢ┤Ļ░Ć ņĢäņ¦üĻ╣īņ¦Ć ļČĆņĪ▒ĒĢśĻ│Ā, Ļ▓░ņĀĢ ņ×ģĻ│ä (grain boundary)ļŖö ņŚ¼ņĀäĒ׳ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņŚÉņä£ Li ņØ┤ņś© ĒÖĢņé░ņØä ļ░® ĒĢ┤ĒĢśļŖö ņŻ╝ļÉ£ ņøÉņØĖ ņżæņŚÉ ĒĢśļéśņØ┤ļŗż. ļö░ļØ╝ņä£ Ē¢źĒøä ņŚ░ĻĄ¼ļŖö ļŗżņ¢æĒĢ£ ĒŖ╣ņä▒ ĻĖ░ņłĀņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆļŖźĒĢ£ Ļ│äļ®┤ņŚÉņä£ ņĪ░ņä▒Ļ│╝ ĻĄ¼ņĪ░ļź╝ ņĪ░ņé¼ĒĢśļŖöļŹ░ ņ┤łņĀÉņØä ļ¦×ņČ░ņĢ╝ ĒĢ£ļŗż.
ļśÉĒĢ£, Ēśäņ×¼ ņĀäĻ│Āņāü ņĀäņ¦ĆļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ļæÉĻ╗ś, ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łņØś ļĪ£ļö®ņ¢æĻ│╝ Ļ░ÖņØĆ ņŚ¼ļ¤¼ ņÜöņØĖļōż ļĢīļ¼ĖņŚÉ ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ņŚÉļäłņ¦Ć ļ░Å ņĀäļĀź ļ░ĆļÅäĻ░Ć ņĢäņ¦üĻ╣īņ¦Ć ņāüņÜ®ĒÖöļź╝ ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ļé«ņØĆ ņāüĒÖ®ņØ┤ļŗż. Ļ▓īļŗżĻ░Ć SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉ£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ļŖö ņĀäĻĖ░ĒÖöĒĢÖ ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØ┤ Ļ░Ćņ¦ĆļŖö ņØ┤ņś© ņĀäļÅäļÅäļź╝ ņ”ØĻ░ĆĒĢśĻ│Ā ņĀäĻ│Āņāü ņĀäņ¦Ć ņä▒ļŖźņØä ļéśĒāĆļé┤ĻĖ░ ņ£äĒĢ┤ņä£ ņāüņś© ļ│┤ļŗż ļåÆņØĆ ņ×æļÅÖ ņś©ļÅä(60ŌĆō80 Ōäā) ļź╝ ĒĢäņÜöļĪ£ ĒĢ£ļŗż. ļö░ļØ╝ņä£, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņåīĻ▓░ļÉ£ Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ 1 mm ļ│┤ļŗż Ēü¼ļ®░, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ņĄ£ļīĆ ņØ┤ņś© ņĀäļÅäļÅä(5 ├Ś 10ŌłÆ3 S cmŌłÆ1) Ļ░ÆņØä Ļ│ĀļĀżĒĢĀ ļĢī, Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łņØś ļæÉĻ╗śļŖö ņĀäĻ│Āņāü ņĀäņ¦ĆĻ░Ć Ļ░Ćņ¦ĆļŖö ļé┤ļČĆ ņĀĆĒĢŁņØä ņĄ£ņåīĒÖö ĒĢśĻ│Ā, ņāüņś©ņŚÉņä£ ņ×æļÅÖ Ļ░ĆļŖźĒĢśļ®░, ĻĖ░ņĪ┤ņØś ļ”¼ĒŖ¼ ņØ┤ņś© ņĀäņ¦Ć ĻĖ░ņłĀĻ│╝ Ļ▓Įņ¤üĒĢĀ ņłś ņ׳ļŖö ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ Ļ░ĆļŖźĒĢśĻ▓ī ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņĄ£ļīĆĒĢ£ ņ¢ćĻ▓ī ņĀ£ņĪ░ ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ļśÉĒĢ£, SPS Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņ×æļÉ£ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉņä£ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łņØś ļĪ£ļö®ņ¢æņØĆ ļŗ©ņ¦Ć 15Ōł╝30%ņØ┤ļ®░, ņØ┤ļŖö ņĀäĒśĢņĀüņØĖ ļ”¼ĒŖ¼ ņØ┤ņś© ņĀäņ¦Ć(Ōł╝ 90%)ļ│┤ļŗż Ēø©ņö¼ ņĀüņØĆ ņ¢æņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻĘ╣ ļ│ĄĒĢ®ņ▓┤ņŚÉ ņĀäĻĘ╣ ĒÖ£ļ¼╝ņ¦łņØś ņ”ØĻ░Ć ļ░Å ņÜ░ņłśĒĢ£ ņØ┤ņś© ņĀäļÅäļÅäļź╝ Ļ░Ćņ¦ĆļŖö Ļ│Āņ▓┤ ņĀäĒĢ┤ņ¦łļź╝ ĒÖĢļ│┤ĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņČöĒøä ĒĢäņÜöĒĢĀ Ļ▓āņØ┤ļŗż.





